ժҪ:�����Ƶ�Ԫ������ ���������ϻ����յı���Ʒ �кܶ��Ҫ�������һ������������Ʒ�����������е��ϻ������� Ϊ�������������������Ʒ������ ��ν�ϻ�����ָ���ǵ���һ������ӹ���Ϻ����ڹ���Ҫ���� ��Ʒ��������ת����һ������ȴ�һ��ʱ��
|
��������Ԫ������ ���������ϻ����յı���Ʒ �кܶ��Ҫ�������һ������������Ʒ�����������е��ϻ������� Ϊ�������������������Ʒ������ ��ν�ϻ�����ָ���ǵ���һ������ӹ���Ϻ����ڹ���Ҫ���� ��Ʒ��������ת����һ������ȴ�һ��ʱ��ſ��ԡ���εȴ���ʱ �䣬��֮Ϊ“�ϻ�ʱ��”��ͼ5:10Ϊ�ϻ�����ʾ��ͼ�� 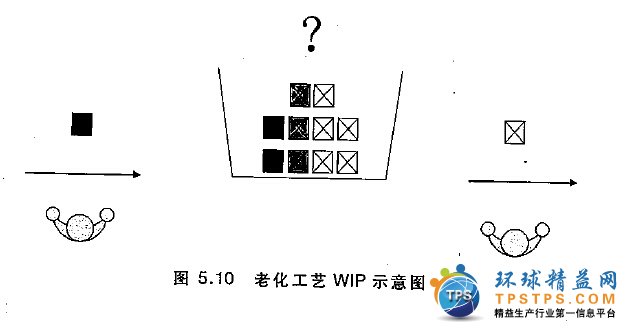 ͼ5.10�ϻ����ղ�Ʒʾ��ͼ ͼ5.10��ʾΪһ��������װ���䣬��߹���Ϊճ�ᣬ�м乤���� �ϻ����ұ߹���Ϊ���b����һ��������꽺ˮ����������ת����װ ������Ϊ��ˮ��û�ɣ�����װ����ˣ������ڴ�ˮ�����b֮��ͣ ����ǧʱ�䣬��֤��ˮ�����ʱ�����ϻ��Դﵽ����Ҫ����Ϊ��Ʒ�� ��Ҫ���ϻ�����ͣ��һ��ʱ�䣬�����ϻ������Ȼ����һ�����Ŀ�棬 ��Ͳ�������һ�����ˡ���ô��•��������վ���Ӧ���ж�������Ʒ�أ� ��������ƷӦ��ǡ�������ϻ�����Ҫ�������ϻ�Ҫ����60�� �ӣ���ô����Ʒ��Ӧ��ǡ�����ϻ�����ͣ��60���ӣ�����60�������� ���ھͻ�䳤������60���ӾͲ������㹤��Ҫ����ʵ�������У�Ϊ �˹����ķ��㣬���Dz�������һ��ÿһ������Ʒ�Ƿ�ǡ�������˹��� Ҫ��һ�㶼����ÿ����ϻ���������Ʒ�����ķ�����������࣬�� ��Ȼ�ϻ���ʱ��ͻ᳤һЩ���������ر��٣����ϻ�ʱ��ͺ̡ܶ� 1 �ϻ����ձ�WP���㷨 Ϊ����������Ʒ����������������һ�¹������������ı��� ������ �����������������ǿ��Գ�֮Ϊ480����桢960����档Ҳ���� ��֮Ϊ1��Ŀ����������Ŀ�����������ֱ���ǿ��Ի���� �ġ����еĹؼ������������������磬ͼ5.10�У� '•��װ���������������1������װһ����Ʒ�� •�ϻ�������480������Ʒ��档 ��ô������ÿ���ʱ����480���ӣ���ˣ��ϻ�����Ŀ������ �պù���װ��������1�졣������ǾͿ���˵�ϻ�������1������� Ʒ��档• ���е�ת����ʽ��ʵ�����������ض����� ���ض����� Lead Time =�������x�������� ��ˣ��������=Lead Time +�������� ����Ʒ���㹫ʽ���£� ����Ʒ =�ϻ�ʱ��+�������� ���⣺ ��֪������Ҫ���ϻ�ʱ��Ϊ3Сʱ����������Ϊ20�롣 ���ʣ��ϻ���������Ӧ���ж�������Ʒ���������㹤��Ҫ�� ����: . ����Ʒ =�ϻ�ʱ��+�������� =3 (Сʱ��+20 (�룩 =540 (���� �𣺱�������ƷӦ����540���� (���α༭��snrxa1209) |
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------
- ��һƪ�������Ƶ�Ԫ������(1)
- ��һƪ�����ƹؼ�·���ϵı���Ʒ


̸̸���Ը����µĿ�