ժҪ:��Ԫ������ ��� �����߱����ָ����Ƶ�Ԫ������ʱ�����ÿ����Ԫ����Ա���á� �豸���ã��Լ���ҵԱ�ڵ�Ԫ����ι����� �����߱�̿��Է�Ϊ�������ͣ� װ���͵�Ԫ������ - �����͵�Ԫ������ һ��װ���͵�Ԫ�����߱�� װ���͵�Ԫ���������̵���Ʋ��裺 ��
|
��Ԫ��������� �����߱����ָ����Ƶ�Ԫ������ʱ�����ÿ����Ԫ����Ա���á� �豸���ã��Լ���ҵԱ�ڵ�Ԫ����ι����� �����߱�̿��Է�Ϊ�������ͣ� •װ���͵�Ԫ������ - •�����͵�Ԫ������ һ��װ���͵�Ԫ�����߱��װ���͵�Ԫ���������̵���Ʋ��裺•���ֹ�����Ԫ�����ֵ�Ԫ�ڹ���վ�� •��Ա���䣻 •��ҵ��ʽѡ���� (1�����ֵ�Ԫ��Ԫ�����Ļ���ԭ��֮һ���ǰ�����һ����Ʒ����Ҫ�����й���ȫ ��������һ����Ԫ�ڡ����ǣ��ܶ�����������ʵ�֡� ^һ�����Ե��������ؾ�����ҵ�����ȣ����磬�����������װʱ�� ֮����2��Сʱ��������ǰ���2Сʱ����ҵȫ��������һ����Ԫ�ڣ� ���Ҳ�ȡһ����᷽ʽ�Ļ�����ô������ҵԱ�����Ժ�����������ղ� �����ܣ���������µ�����Ч�ʺ�����ˮƽ�Ʊ����������ܣ���ˣ� �ڵ�Ԫ����Ͷ������֮����ÿ����Ԫ����װʱ��֮�Ͳ��˹����� ��һ����Լ���ؾ��Dz��֡���Ʒ�����Ĺ������������Ǹ��ӵģ����� �����������ˮ���Ľ�����Ͳ�������һ��������“U”�ͣ��Դ���� ��Ʒ��˵���ɶ��“U”�͵�Ԫ��ɵ�“����”���ӷ�����ˮ��ԭ��  ��ͼ5.17��ʾ�����ͼΪһ�ݹ���ͼ���Ҳ�Ϊ��Ӧ�IJ���ʾ��ͼ�� �ڹ���ͼ�����ǿ��Կ������������̿��Է�Ϊ�����֣�A��B��C������ ˮ�����ֵĽǶ������ǣ��Ҳ��ʾ��ͼ����ʵ����ǰ���νӵ���ˮ���� ����ͬʱҲ�������������һ�������ֳ���������Ԫ�� �������ȵĽǶ������ǣ����ֳ�������Ԫ��������ġ������Ĺ� ����/�������Ƶ�Ԫ������ ح ��ʱ�ܺ���9���ӵĻ����ֳ�������Ԫƽ������3���ӡ�һ������ ��ʵʩ��Ԫ����ʱ���������һ����᷽ʽ�Ļ������鵥Ԫ�ܹ��� ʱ��Ҫ����3~5���ӣ������Ļ�����ҵԱ5���ʱ��Ϳ��Դﵽ�ϸ� �������̶ȡ� ���ֵ�Ԫ�ı��������� •��ˮ�����֣� •��Ԫ�ܹ�ʱ������3��5���ӡ� . (2)���ֵ�Ԫ�ڹ���վ������Ԫ�ڲ�����һϵ�е�’����վ��ɵģ���ν����վ��ͨ�� ������װ���͵�Ԫ�������ھ���һ����ҵ̨�ϰ��������й������ �ͣ�Ҳ����˵��������Ԫ��һ������ҵ̨���ֶ��ɣ�ÿһ����ҵ̨����һ������վ�� ÿ����ҵ̨������˵ÿ������վӦ�÷�����ٹ������أ�ԭ����Ӧ ���ڸ���ҵ̨��ƽ�����䣬���ǣ����ڹ��յIJ��ɷָ��ԣ�ʵ����ÿ�� ����վ�Ĺ������ɶ��Dz�һ���ģ��ܻ��ж����١���ô����û��ʲô�� �أ��У�ÿ������վ�Ĺ����������ܳ����������������磬ij��Ԫ�� ���������趨��25�룬��ô�Ͳ����������ܹ�����26��Ĺ���վ�� �ڣ���Ϊ��������±�Ȼ��26��żӹ���һ����Ʒ�������Ļ������ Ԫ�����������Ͳ�������ͻ��������ˡ�’ ����վ�Ĺ������ɱ����� Cycle Time < Takt Time Cycle Time���ǹ���վ�ӹ�һ����Ʒ���ѵ�ʱ�䣬�������Ϻͱ� ��ʱ����ȵġ� 2.��Ա����һ��������Ԫ�ھ���Ӧ�ð��Ŷ�����ҵԱ������DZ�����Ҫ��������⡣ ��ҵԱ����=Total Cycle Time + Takt Time Total Cycle Time���ǵ�أ����ӹ�һ����Ʒ���ѵ�ʱ�䣬������ �Ϻ͵�Ԫ�ܹ�ʱ����ȵġ� 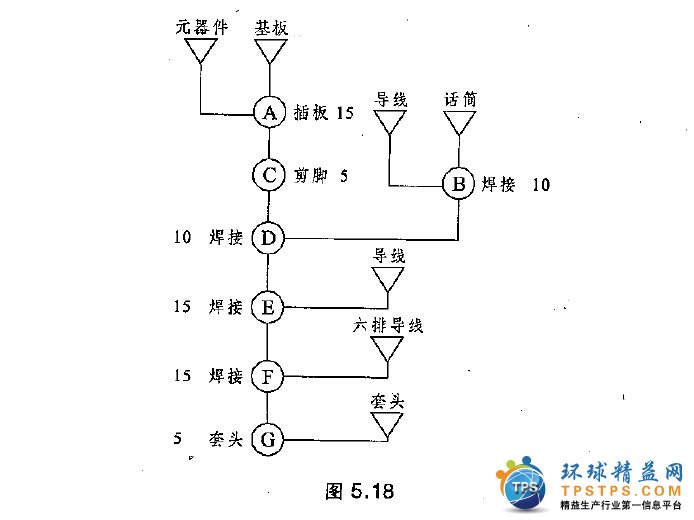 ���磬ͼ5.18�У� A�����Cycle Time��15�룬B�����Cycle Time��5�롣 ��֪�� ����1:����������15�롣 ����2:������Cycle Time��ͼ��ʾ�� ��⣺��������ԪӦ�ð��Ŷ�����ҵԱ�� ��� - Total Cycle Time = 15+5+10+10+15+15+5 =75 (�룩 - Takt Time = 15 (�룩 ��ҵԱ����=Total Cycle Time + Takt Time = 75 + 15 =5 (����  • 1λ��ҵԱ����A���� • 1λ��ҵԱ����B��C���� • 3λ��ҵԱ����D��E��F��G���� 3.��ҵ��ʽѡ�� �ڵ�Ԫ�ڣ���ҵԱ����ҵ��ʽ�����֣� •�����ƶ���“վ��ʽ”�� . •��Ҫ�ƶ���“Ѳ��ʽ”�� ����������ַ�ʽ����Ҫ����ʵ�ʲ��ֺ������������ ���磬���������зֳ���������Ԫ�� • ��һ����Ԫ1������A�����Բ�ȡվ����ҵ�� �ڶ�����Ԫ1������B��C�����Բ�ȡվ����ҵ�� ��������Ԫ3���ˣ���D��E��F��G������ʱ�ͱ���Ҫ��ȡѲ�� ��ҵ�ˣ������û�а취ʵ�������ߵ�ƽ�⡣ 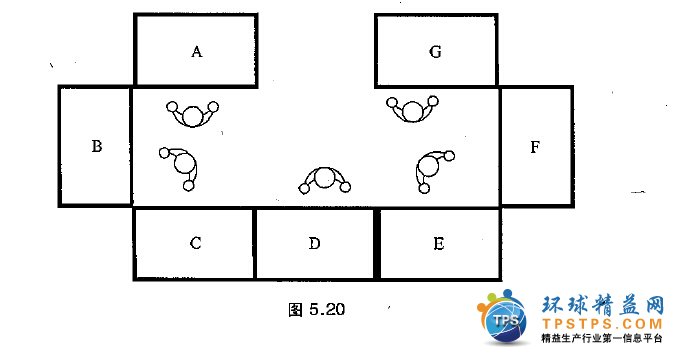 ͼ5.20�У���������Ԫ�������Cycle Time�ֱ���1����15��15�� 5������������ĵ��������ѷ�������Ѳ����ҵ�� (���α༭��snrxa1209) |
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------
- ��һƪ�����ƹؼ�·���ϵı���Ʒ
- ��һƪ�������͵�Ԫ�����߱��


̸̸���Ը����µĿ�