ժҪ:�����͵�Ԫ�����߱�� �����͵�Ԫ�����ߵ��ص����ڹ��ɵ�Ԫ�������ǻ����豸����������� �͵�Ԫ�����ߵ���Ʒ�����������ͻ�����Ҫ��������ʵ��һ�˶�� �������л����͵�Ԫ�����ߵ�������Ƶĸ��������DZ�������� ����������ϱ�����������ƵIJ���
|
��������Ԫ�����߱�� �����͵�Ԫ�����ߵ��ص����ڹ��ɵ�Ԫ�������ǻ����豸����������� �͵�Ԫ�����ߵ���Ʒ�����������ͻ�����Ҫ��������ʵ��“һ�˶��' �������л����͵�Ԫ�����ߵ�������Ƶĸ��������DZ�������� ����������ϱ�����������ƵIJ������£� •��һ��������Ҫ��Ľ���ʱ�� •�ڶ�����ȷ������ҵ˳��/�ɲ��������� •��������ȷ��������Ʒ����Ʒ) 1.����Ҫ��Ľ���ʱ����ν����ʱ�䣨Takt Time)����ָΪ����������ƻ������뱣�ֵ� �����ٶȡ����������ļ��㣬�����ֲ�ͬ�Ļ����£���Ӧ�������ֲ�ͬ���㷨�� •��һ�֣����˿�����ȷ���������ģ� •�ڶ��֣������豸����ȷ���������ģ� •�����֣�������Ա��������ȷ���������ġ�
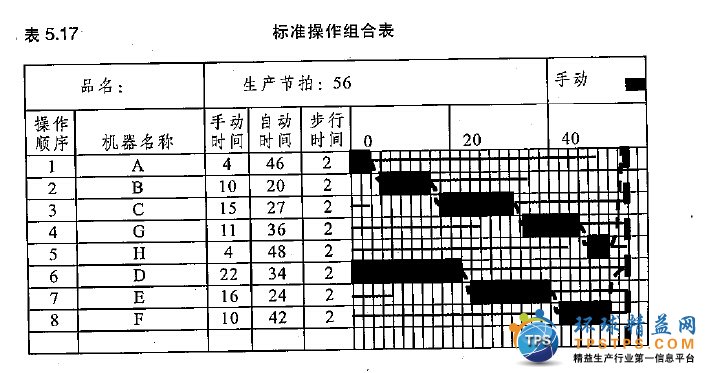
�ڰ�����ҵԱ����һ���������ʱ����Ҫ�ⶨ�ֹ�����ʱ��ͻ��� �Զ��ӹ�ʱ�����Լ���ҵԱ�ڲ�ͬ�����������߶����������߶�ʱ�䡣 ��������ϱ����5.17��ʾ�� |
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------
- ��һƪ����Ԫ�����߱��
- ��һƪ�����������������


̸̸���Ը����µĿ�