




ժҪ:�������ڣ�production cycle����Ҳ���������ڣ�Manufacturing cycle�� ʲô���������� ����������ָ��Ʒ�ӿ�ʼͶ����������ȫ��ʱ�䡣�ڹ�ҵ�У�ָ�ò�Ʒ��ԭ����Ͷ��������ʼ�������ӹ�������Ʒ��ɡ��������Ϊֹ��ȫ��ʱ�䣻��ũҵ��ֲҵ�У�ָ�����ء���
 ����������production cycle����Ҳ���������ڣ�Manufacturing cycle�� ʲô����������
��������������ָ��Ʒ�ӿ�ʼͶ����������ȫ��ʱ�䡣�ڹ�ҵ�У�ָ�ò�Ʒ��ԭ����Ͷ��������ʼ�������ӹ�������Ʒ��ɡ��������Ϊֹ��ȫ��ʱ�䣻��ũҵ��ֲҵ�У�ָ�����ء����ֿ�ʼ������Ʒ�ջ����Ϊֹ��ȫ��ʱ�䡣
�������ڵijɷ�
�����ִ������ƻ��Ϳ��Ʒ����������Ҫ��ı����ǣ��ܹ���ȷ�ر�ʾʵ����������ģ�ͣ�������������4������Ŀ��������������ʡ��Ϳ�桢�������ڶ̡���ʱ������֮���������ϵ�ܹ���ȷ���Ա�����Ϊ��������Щ�����ȱ�����������ڽ�����ϸ�Ŀ��졣
������ʹ��������������ʱ���������ּƻ��ĺ�ʵ�ʵġ��ƻ�����������Ϊ�������ޣ�ʵ�ʵ���������Ϊͨ�����ڡ�
�����ڿ���һ������������������ʱ��ͨ���������ǽ�ÿ������ĸ���������ʱ������зֽ⡣����ȡ���ϵ�������͵���Ʒ�����ȥװ���ʱ����ͨ����Ϊ“��������”������һ���൱����ȷ�ĵ��������ȷ�أ���Ӧ�ñ���Ϊ“�������ڽ�”��“ʱ����”��һ���������õ�ʱ������С�ĵ�λ������Ϊ�����������ڡ����������ڳɷֵĽ�һ�����ֺͶ����������к�ʵ��Ӧ�����в�ͬ�ķ�����
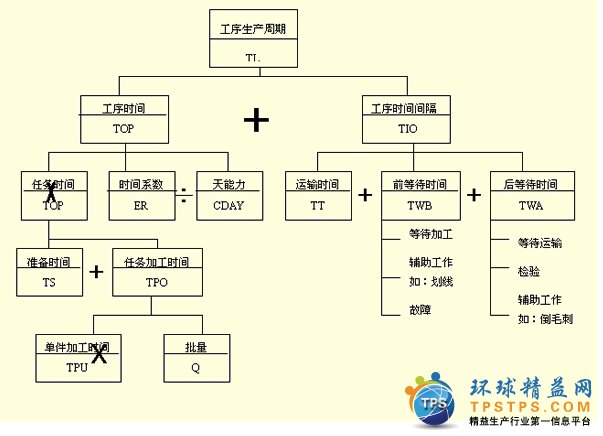
���� Heinemeyer��������Ŀ���ֳ���3����Ρ�����������и�������OPI��OPK��ÿ�������ڲ�������ϱ��ֽ�����µ�5�����֣�Image:��������0.jpg��������ģ�Ͳ�ͬ�����ֻ��ֽ�ǰһ������Ļ����ӹ���ĵȴ�ʱ�������ʱ������ں�һ������֮�С��Ե�һ��������˵�� ����ʼ�ڽ�����Ͷ�ŵ����ڣ�������������ʼ��ǰ����������ļӹ�������ڡ�ͨ����һ�����������ɶ��������--��Ϊ�������������1��n����������� ������Ԫ�IJ���ϣ��༴�����IJ���Ͻ��п��졣���Կ�������һ��������ӹ�ʱ����ÿ��������и��ӵĵȴ�ʱ�䣬������Ϊ�����ȴ�ʱ�䡣
��������ɢ�ӹ��ͳ���������У�ÿ�����ͨ���Ǽ��еؽ������䣬�ڹ���������˳����мӹ��Ϳ��ơ�����ڹ������Ͻ��迼������������������㹻�ˡ�ֻ���ڴ���������ʱ���б�Ҫ���۵���������������������������Ϊ��ʱ�ļӹ�ʱ����ڼ��ʱ�䣬��ҪЭ����̹�����ص���
��������ʱ�䣨TOP��������������ڣ�TL����˵��С��ͨ��Ϊ2%-10%������ڽ��з����Ϳ���ʱ����ʡȥ�Լӹ���ʼʱ�䣨tPB��������ʼ���ڣ�tSB�����еļ�¼��������ʱ���������ֵ���м�����㹻�ˣ����ɴ˼�����Ԫ������ͼ��ʾ��
������������
��������ͼ��֪��Ϊ�˶Թ���ʱ�䣨TOP�����м��㣬ֻ��Ҫǰ���������ĵļӹ��������ڣ�tPER�������������ļӹ��������ڣ�tPE����������ʱ��õ��Ĺ���ʱ�䣨TOP����
����������Ԫ�صļ�����Խ�������ͼ�������ۣ�
�������������������ڳɷ�
����ʵ���������ڣ�TL�������α�������tPEU��tPE֮�����õ���Ϊ�˼��㹤����ʱ�䣨TIO������֪������ʱ�䣨TOP��������ʱ�����Ч��ϵ����ER����������ʱ�䣨TO���ٳ�����Ӧ�������ĵ�ÿ��Ĺ���������CDAY�������磬������ʱ�䣨�Ա�Сʱ�ƣ�Ϊ12Сʱ��Ч��ϵ��Ϊ120%������£��������ı�������ռ�õ�ʱ��Ϊ12Сʱ/1.2=10Сʱ������ù���������ÿ��8Сʱ�������������й���������ʱ��Ϊ10/8=1.25�졣��һ���������ԣ�����ʱ�������ʱ�䣨TS����ÿ������ӹ�ʱ�䣨TPO��֮�͡�����ӹ�ʱ���ֵ��ڵ����ӹ�ʱ�䣨TPU��������ֵ��Q���ij˻���
����������ʱ��������ʱ�䣨TT�����ȴ�ʱ�䣨TWA��TWB����ɡ�ֻ����������֯�ܲ�����������ʱ����Ե���Ҫ���ڵȴ�ʱ����ͨ���������˽���������������ʱ�������������Ҫ�Ķ��ڹ����ļ��в�û�е�����ʱ�䣬�磺�Թ������л��ߡ���ϴ��ë�̵ȡ�����Ҳ����ȴ�ʱ�䣬��ֻ�жԹ��������ڷ��ӻ��뼶��Χ�ڵĸ߶��Զ����������װ���豸�����ϵ�Ӱ���������������ʱ�����Ҫ�������ڹ�������ǰ���Ŷӵȴ�ʱ�䡣ֻ�������������£���������о����ŶԹ�����ʱ���еĸ�����ɲ��ֽ��вɼ��ͷ�����
������ˣ�����ͼ1��ʾ���ɹ���ʱ�䣨TOP��������ʱ�䣨TIO�����ɵ�����Ԫ�ؿ�����Ϊ�������ڼ���Ļ�����
(���α༭����������)
|
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------
- ��һƪ�����Ի�������ʲô��˼��
- ��һƪ������������ʲô��˼��



̸̸���Ը����µĿ�