
1.�ֳ��������֡��롰�����������ء�
2.���֡��������ڣ���ʱ����˼��ǿ������ʱ���ԡ�
3.���������dz������ص����˼��ǿ�����������ԡ�
4.���֡��롰���������һ�𣬾��Ǹ�����һ��ʱ����ض�����
5.������������ҵ��˵���ֳ������������䡣
1.�ֳ��ġ���æ������
æ�ң������Ͽ�ÿ���˶���æ����ʵ����������������飬��������������Ч����Ϲæ��
äĿ������̫æ���������ǻ�е�����£�û�й�������Ч�ʲ��ߡ�
��ã������äĿ�Ĺ�����������˼����ľ����ʶ��ã�����첻֪�Լ��ڸ�ʲô����ʲô���Ǻ����Ϳ��
2.�ֳ����ע���Dz�����
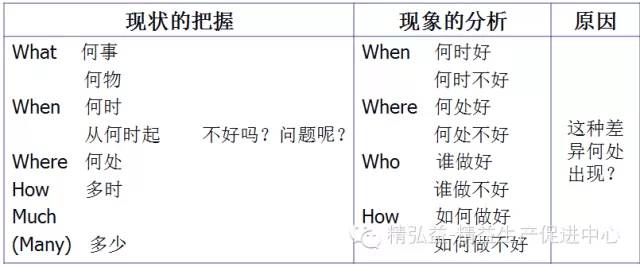
������״----�ҳ�ƿ��---��ȡ��ʩ----�������----��߲�������ʾ������
3.�ֳ��Ĺ��ܣ������Ʒ��
4.�ֳ������ĺ���Ҫ�أ�4M1E
��Ա��Man):��������λ�����ܣ��ʸ�ȡ�
������Machine):��飬���գ�������ά����У
���ϣ�Material):���ڣ�Ʒ�ʣ��ɱ�
������Method):�������̣����գ���ҵ������������
������Environment)��5S,��ȫ����ҵ����
1.�����⣨�쳣������ʱ��Ҫ��ȥ�ֳ���
2.�������йص�����������ֳ�����������
3.������ȡ���д�����ʩ��
4.����������ԭ�����ų���
5.�����Է�ֹ�ٴη�����
1.���ǿͻ�
��ҵ�ĺû��ɺ̵���������
�����ܲ��ϸ����첻�ϸ����ݲ��ϸ�
2.�ش������ƻ�
��ƻ����¼ƻ���
ÿ�ա�ÿСʱ���ƻ�����----�����ƻ��ı�֤
3.�����ų��˷�
�˷���ָ������Ҳ���Ե��£�û��Ҳ���Ե���
4.��ҵ�ı���
�б���ҵ�飬��ҵ���飬���DZ���
�����������涨�����ض��Ҹ�������涨����ͣ�ؽ��и���---����---�ٸ��ƵĻ�ſɳ�Ϊ������
5.�и��Ӽ�ֵ�Ĺ���
������Ŀ����ı�����ĸ��Ӽ�ֵ������
�ֳ�Ҫ�д�ֹۣ��������ƿ������ȡ���ŶԲ�
6.����Ӧ�Ա仯
����Ҫ��------�����������ҵ�Ļ������������ص�ϰ��
�ȹ۲�------��ǰ�ռ��鱨����ȡ��һ����ʩ
����ʵ��------����ܺ�����ʵ��������豸�ڶ��ʵ�
1.�ֳ�����������
�ֳ����ȷ������Ʒ���أ�����ʧ���5ԭ��
a��ȡ������ҵ
b����Ҫ����
c��ʹ��ҵ����
d�����
e������Ӱ��
2.�ֳ��ijɱ�����
���ͳɱ���ѷ��������������ȵ���Դ����
a���Ľ��������������̵�������������5M
b������������Խ��ͳɱ������ϵظ���
c�����Ϳ�棺�����ʽ𡢴��ء����ˡ������������²�Ʒ
d�����������ߣ������������߹���
e�����ٻ���ͣ��ʱ��
f�����ٿռ�
g���ֳ����ܳɱ����͵�����
3.�����ڣ�
�����ߵ���Ҫ����֮һ
4.�ֳ�ʵ����ҵӦ���յ�����
a��������ҵ�ƻ��ĺ����ԡ������ƻ���ʵ�����ѡ��ƻ�������Ӱ��
b����Ա״����Ա���ļ��ܡ�ȱ���豸���������ͣ��������Ʒ�Բ�����
c���㲿��/��װ�о�/���������Ƿ���ȫ�������Ƿ����������������ɷ����
5.�ֳ��Ļ�������
����һ�ߡ���Ϣ��ͨ���˽�����������ע��Ա��״̬��ʱ��/�����о�
6.�ֳ���ע������
�쳣�������ƶȻ����ֳ����������͡�����ְ����ȷ����������Ա��
1.�ճ�������Ҫ��
a���������й�����Ŀ
����ץƷ�ʣ�����Ū�豸��
b�������ص������Ŀ
ԭ�������¸����̻�ͻ����쳣���������ص���Ŀ
��Ӧ���������ij̶�Ϊֹ��������ˮƽ���趨
c��������ϰ��
��������ȷһЩ�ճ�����������ϰ��
2.�ճ������Ľ��з���
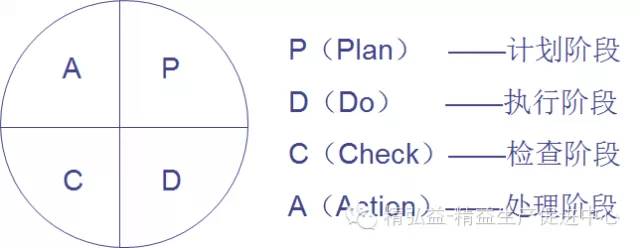
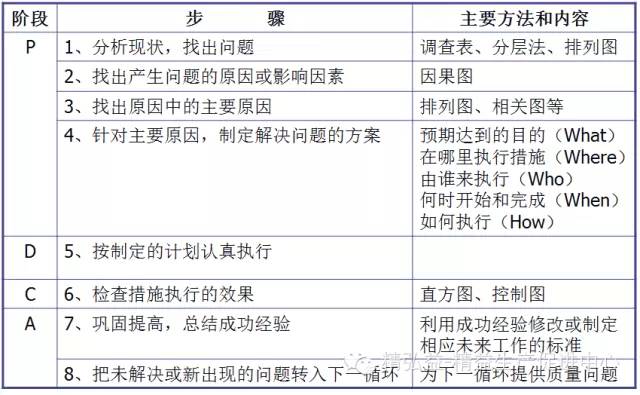
P- D- C- A����ѭ��
����ҵ������Ŀ��Ϊ�����ƻ��Ĵ�ɡ������ʵ���ߡ�
P���ƻ������������
D��ʵʩ����ʵ�мƻ�����ҵ�趨
C����飩�����Ŀ����ʵ���IJ�
A���ж�������ȡ�Բ��߸���
3.�ֳ���������
a���������Ĺ����ںţ�
�����ܲ����������첻���������ݲ�����
b��Ʒ�ʹ������룺
������һ����Чʱ���ͻ����⣬������ߡ�
c�������������룺
���¼������Ľ��������գ���ѧ������ǿ��������г���ھ�DZ������ֵ��������ԣ���Խ��ȫ����������Ч�ʡ�
d��������Ҫ��
A������ʵ��λ������Ϊ������ʵ��ȫԱ���ΰ����ơ�
B�����������ģ�������Ҫִ�У�û��������������ҲҪִ�С�
C�������˵�������ǶԵģ��������ʣ��º���˵��
D�����뽱����������Ҫ��ʱ����λ��
4.��������
a���Ը��Լ����µ���̬������
b���Ը������ڷ��ϱ���������Լ������⡣
c���������
d��������Ϊ��������ɹ�������
5.���취
a����������ʵ�֡������������������ܲ����������첻���������ݲ�����
b��Ҫʵ�֡�˫�족����������������
����ʵʩ��˫�족����Ҫ�ԡ�
����ʱ���ֳ����
���������ʱǿ����˫�족����˫�������Ρ�
6.������ҵ
a��������ҵ��ָ�Բ���Ʒʵʩ�ľ�����ʩ��
b��Ҫͨ����������һ��������������������ֹ�ٷ�����
c����ͷ��ɿ�ɣ�����һ������õġ�
d������Ա�������������ߣ��������鳤��ҡ����
e������Ʒ�Ĺ�����
����Ʒ�辭��ԭ��鹤λ�ؼ�
������Ʒ���ʵ��ı�ʶ
�����з��ֶ�����������ش�����Ӧ��������
7.ִ����ҵָ����
a�����鳤Ҫ��Ϥ��ҵָ���飬���̻�Ա����
b�����ܲ�����ѵķ���������Ϊ�����κ�ʱ����ҵ��Ա�������ء�
c��������и��õķ�������������������������ſ�ִ�С�
d����5��������
��������
��������
��������
����ȷ��
��������
8.ץס�ֳ�������
a.�ֳ���������ʲô�������ƻ�
�����ֳ���Ա��Χ����ת���ǽ��㡣
�ǹ���Ŀ��
�Ǻ�����������ı���
b.�������ƻ���
�ƻ��IJ��������������겻��ʱ��Ҫ�е����Ρ�
��������������Ҫ����Ӱࡣ
�������ձ��������ݡ�
�����ƻ�һ�����о������
9.����Ҫ��������
a����������������ֻ����Ҫ��Ŀ�ꡣ
b������������Ҫ�����Բ���������������Ҫ���պͿ��ƺ������ߵ��ٶȡ�
c���������������أ�
�����ߵ���ת�ٶ�
�������豸�Ļ�е����
�����빤�յ��ȶ���
��Ա����ҵ����
���ϵ�Ʒ�ʡ�
���������²�Ʒ�ӿ�ʼ�Բ��������������������������У�Ϊ��ȷ���²�Ʒ�ܹ����ƻ�˳�������Բ���������������֤��Ʒ�����������е������Ա��ѵ��ָ�����ƶ�����������豸������װ�����ߡ����ߣ��������
1���������պ�������������ͼ����ҵָ���飬ͼֽ��QC����
2����װ�оߡ����ߡ��������ϡ��ͱ���Ʒ�ȵ���
3���豸����������װ�İ�װ������
4����Ա�ĸ�λ���źͲ����趨
5���ֳ�Ա��������ǰ��ѵ
6�����ϡ��豸�����ա������쳣�ķ��ֺͷ���
1.�ֳ����ù�������
Ҳ�����������ù�������������ʽ�����嵥һ��������ʹ������ȷ���ֳ��IJ���״̬��
ָ����λ��Ա��������Ʒ�����������ϵķ���������ҵ��������¼���ȡ�
2.�ֳ����ߵ����
ʱ������Χ�������ߣ�Ƶ�ʣ���ʽ�����ݣ���¼��ȷ�ϡ�
����
1�������ڡ�Ʒ�ʡ���ȫ���ɱ������ȶ����Ŀ�����Ĺ��ߣ�
2����������˾���������Ŵ����鱨��������Ϣ��
3�����ָ����쳣������ʱ����Ϊԭ���ٵ����ϣ�
4�����������������ֳ���ʵ�������
��������
1������̫�࣬��¼�����ܷ�ʱ�䣻
2����˼�������䡢�ж�����̫�࣬���쳣�����������������ˣ�
3���Լ���Ը��д�������˴�д��
4��û����ָ����ô��������������ˣ�
5�������ձ�ֻ�ǵ��������ռ���������˾Ҳ������Ҳû��ʲô���á�
���Ҫ��
��Ҫ�������뱸����Ŀ��������
��Ŀ˳��Ҫ����ʵ����ҵ����ϰ��
����������������д���÷��Ż������������
���ñ���ֽ�����������С������浵
Ӧ���յ�����
ÿ�˵Ĺ����ձ��Ƿ�ȷ
����/��ҵ/��Ʒ�����쳣
��ҵЧ��
�Ƿ��ƻ�
����Ч�����豸Ч��
������Ʒ����ʱ��ʧ
��ʱ����Ա�����Ƿ����
����ʵ�����
��д��ҵ�ձ�
�����й���д��Ա˵����ҵ�ձ������ã�
����������ҵ��������Ʒ���������ŵȻ����������ֳ��칫��Ա��д���ٷ�����ҵ����д�������������ҵ�߸�����
�����������ӹ�ʱ��ֻ����ҵ�߲����������ҵ����д��
Ҫ����д����ٶ�ȷ�ϵ�ϰ�ߣ�
������ԱҪ����������ҵ�ձ�����ʱָ���쳣�㲢Э��������⣬�γ����õĻ������棻
�ֳ���Ա�����ձ�������ҵ���쳣���������������ʵʩ�ص�ָ����
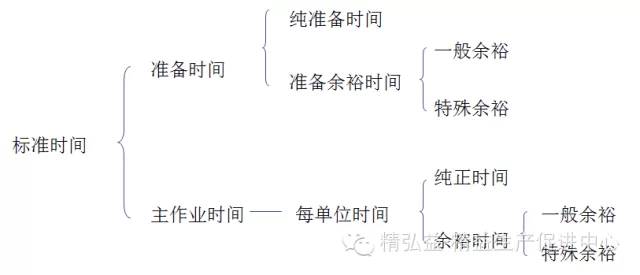
1.���ݣ�
������Ͷ�����Դ�������ϸ��ʣ������ʣ�ֱͨ�ʣ������ԡ�
2.Ҫ��
�ڹ涨��ʱ������ɣ���ʱ�ԣ�����ʵ��
3.����������Ա���ܽ
A.��������
B.Ʒ�ʣ������ϸ��ʣ������ʣ�ֱͨ��
C.��Ա״̬�������ʣ�Υ�ͣ������
D.�����¹ʣ���ʧ��ʱ
E.���Ϲ���״̬��
F.�����豸����
G.��������������
����ʱ��ķ���
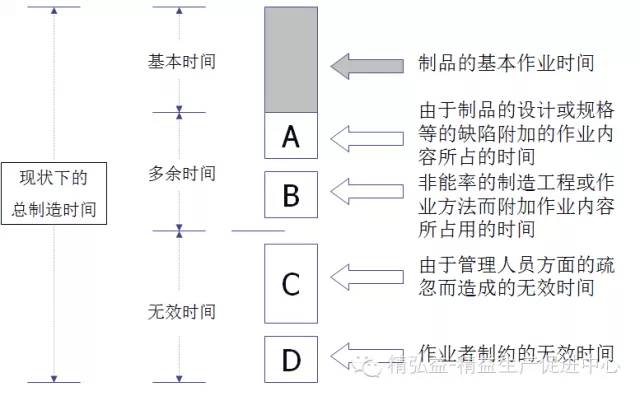
�ֳ�IE
A��������Ʒ����ƻ�����������¸��ӵ���ҵ����
A-1�����õ���Ʒ��ƣ���������õĹ�������
A-2��������Ƿȱ�������Ÿ߱��������̵�����
A-3�������ʵ�Ʒ�ʻ����ǵ��²���Ҫ����ҵ��ԭ��
A-4������������⣬�����������Ʒ�ƶ�
B�������ʵ����칤�̻���ҵ�����������¸��ӵ���ҵ����
B-1������Ļ�еʹ��
B-2������ȷ�Ĺ��̻���������µIJ���
B-3�������������
B-4�����ӵ����ã��ǵ����˷ѵ�ԭ��
B-5����ҵԱ���ò��õ���ҵ����
C�������ߵ�ȱ�ݵ�����Чʱ��
C-1�����������Ʒ�ڶ�ʱ��Ƶ�������������ʱ�����
C-2��������Ƿȱ�����ֶ�ʱ�������������ʱ������
C-3����Ʊ����ʹ��ҵ��ֹͣ��������������Чʱ�������
C-4���ӵ�����µĹ���������ᵼ���˺ͻ�е������ʱ�����
C-5���ӵ�����µ�ԭ���ϲ��㣬�ᵼ���˺ͻ�е������ʱ�����
C-6����е�豸�Ĺ��ϣ����˺ͻ�е���������ʱ��
C-7������״̬�µĻ�е�豸�����ڷ�Ʒ���������࣬������Чʱ������
C-8�����������µ���ҵ�ߣ����ڲ����ѣ���Ϣ������Чʱ��
C-9���¹������ҵֹͣ��ȱ�ڣ�ʹ����Чʱ������
D����ҵ�ߵ���Լ���µ���Чʱ��
D-1��ȱ�ڡ��ٵ�������������Чʱ������
D-2�������ӹ�����̬�ȣ�����ɷ�Ʒ������ԭ��Ҳ�ǵ�����Чʱ���Ե��
D-3���¹ʵ�����ҵֹͣ��ȱ�ڣ�ʹ����Чʱ������
����������
18����������
��������ԭ��
1�����ýŻ������������飬����ʹ������
2����������ͬʱ��ҵ��ϰ�ߣ�������������ͬʱ��ʼ��ͬʱ����
3����Ҫ������ͬʱͣ���������ֵ������Ҫ�¹���ʹ����������ʲô����
4��������С��Χ�˶�����������˶�����ȣ��첲���ֱۡ��������ָ�ȵĶ�������С�����
5����ҵ��Χ��������ҵ��Χ����Ϊ֧�㣩�������ҵ��Χ����ؽ�Ϊ֧�㣩
6����������Ҫ�������Խ��Խ��
7����2�����ϵĹ�����ϳ�һ�������ϺͲ�ƷҪ������������ȡ�������ڣ�Ϊ���Ǽ��ٶ�����
8����ʱ���ֳֶ�����Ʒʱ��Ҫ���üо�
9��Ҫ�ö�����һ�������Զ����������
10������ͬʱ���෴�������ҶԳ��˶���ͬʱ��Ҫ��ͬһ�����˶���
11�����ù��ԡ���������Ȼ���ȣ�ͬʱ�����ܵ����������
12��Ϊ�˼���ƣ�ͣ���ҵ��ĸ߶�Ҫ�����ʵ�
ʱ���о�
�ֳ������Թ���
�Ͷ�������ָ�꣺
�Ͷ��ܺ�ָ��
��ҵЧ��
�ڶ���
����ʱ����
���ʱ����
�Ͷ�������
��ֵ���Ͷ�������
�豸��ԭ����������ָ�꣺
�豸������
ÿһ̨�豸��������
�豸ʹ����
������
ԭ����������
����ָ�꣺
����������
����Ʒ��
�ƻ�ָ�����ƻ�����ʣ�
Ŀ�������һ��ʱ���ڱ���Ҫ��ɵijɹ�
Ŀ�������ȷ�涨����ʲô��ʱ�ޡ�����������
ʲô��Ŀ�����
Ϊ��Ŀ�꣬������Ŀ��ΪĿ�Ŀ�չ����
һ��ȷ����״�Ƿ����Ŀ��Ҫ��һ�߿�չ����
�Թ�������Ƿ����Ŀ��Ҫ��������ۻ�ʡ�������ڴ���¸�Ŀ��ʱ���
Ŀ�������Ŀ��
����֯
�Թ�����
��Ա��
���ù�����Ŀ
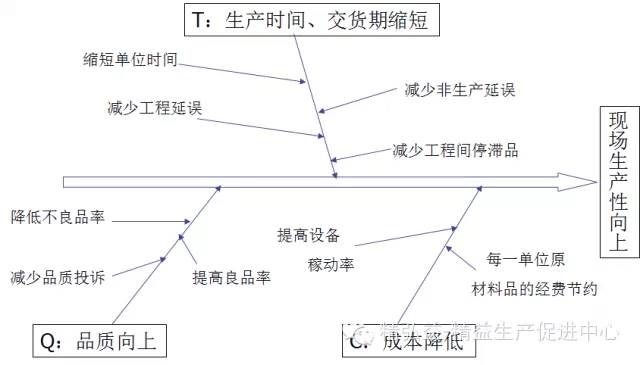
Ч�ʣ�P����Ʒ�ʣ�Q�������ڣ�D�����豸��E��
������Ŀ��Ŀ������Ĺ�ϵ
������չij���������������Ŀ����״��������ȷ����㡪�����ɵ�Ŀ��
ץס�ص�
80/20������Ҫ������
����ж���Ҫ��������
1��Ӱ�������������
2����ǣ��Ӱ��Ŀ粿�Ź�����
3��Ӱ��ָ��ָ��������
4����˾�ر�ǿ���ķ��棻
5��Ա����������ע�Ĺ������ȵ�
˼������Ĺ�������Ҫ��������ʲô��

���������������¡����¹������ߡ�����˵���顢����ƶ�
��ҵ����Ա��ʵ��QCD��Ӧִ�еĹ�����ʽ
���ļ���������
������á����������ȫ�Ĺ�������
�ṩһ�����漼�ɺ�רҵ��������ѷ���
������Ч�Ļ�������
���ֳ����֮��Ĺ�ϵ
�ṩά�ּ����ƵĻ���
��ΪĿ�꼰ѵ�������ݺ�Ŀ��
�ֳ����������жϵ�����
��ֹ���ⷢ����������С���ķ���
�������ö���ͬ�����ķ��ࣺ
��������Ҫ�أ����ķ��ࣺ

����ִ��
1��������ߵ���ҵָʾ������ʵʩ�������κ��˵Ŀ�ͷָʾ
2�����鳤�ֳ�ָ��������ȷ�ϣ���������������
3��������ʾ�������������۵ĵط�
4�����ֱ�������ʱ��
��1��������뷨������������ϼ�
��2��ȷ����������ȷ��һ���÷����Ķ���
��3�����ݸĶ��ı��ı���IJ�������
��4������ʵ���������
5����������
6�����ڼ���������
�������������⡢�������������ִ�С���ƷƷ��ˮƽ�б�
5M1E�иı�ʱ�����ɷ����б�ʱ���ϲ����ISO��GB�ȣ��б�
7�����µ���ҵ����ս
1.����״�ľ�����ʶ������ά����״��
ʹ�Լ�����������Ϊ֮���յģ����������ʵ�����
���˷ѡ���ǿ�Ͳ�����
���ϡ�Ͷ�ߡ������¼�
2.���ߵ��������ø��ã�
���롢չ������
ʹ���С����θ�
�ɾС������
1.��Ա����ǹ�������
2.��֯�����Ŀ������
3.��ǰ����ǽ�������
4.�ڲ�����Ƕ�������
5.��������DZ�������
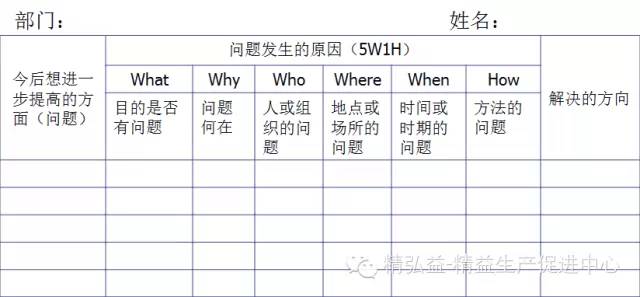
1.�������ȷ��
2.������״�İ���
3.Ŀ���趨
4.�綨���ⷢ��ԭ��
5.ԭ�������֤�ݵ���
6.���ԭ��ĶԲ�
7.�ԲߵĿ����Է���
8.�Բߵ�ʵʩ
9.��������
10.����
1.�ų�
2.���뷴
3.����������
4.���������
5.ת������Ӧ
6.���кͷ�ɢ
7.���Ӻ�ɾ��
8.�������С
9.���кʹ���
10.�ı�˳��
11.�����ʹ���
12.�������
P���� ȷ��Ŀ��
�� ��״����
�� ȷ���ƻ�
�� ���������
D���� ʵʩ�ƻ�
�� ʵʩ��
�� ʵʩ��֯
�� �쳣����
C���� �Ƚ�
�� ������Ϣ
A���� ����
�� ����
�� ȷ����һѭ�����
1���ֳ�������ζ�ŵ��θߡ�
2���ֳ�����
3������5S����
4���ֳ�װ�κͱ���
5���ֳ��������ʶ
6���ֳ�����Ҫ����
7���������ֳ���Ҫ���ά��
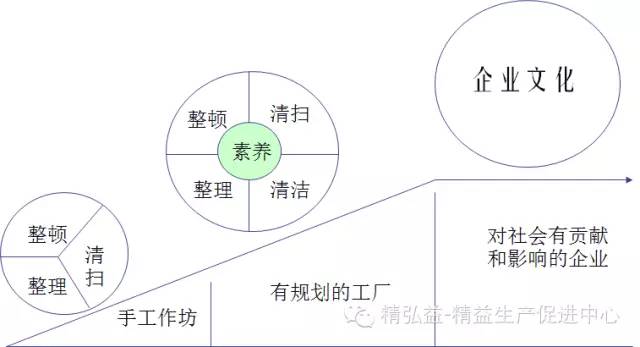
���� (seiri)
���� (seiton)
��ɨ (seiso)
��� (seiketsu)
���� (shisuke)
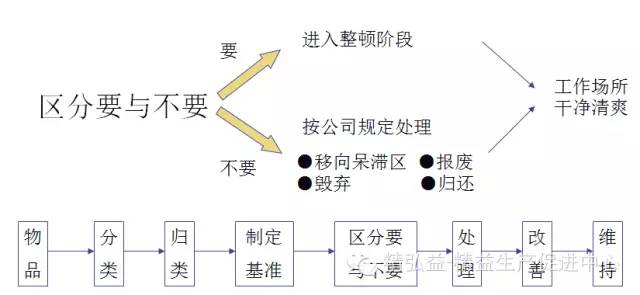
������������Ҫ�벻��Ҫ������Ҫ�ļ����Ҫ��
���٣���Ҫ����Ʒ�ų�����״̬��
�� ���������������̣����屣���������̶�������
�� �˵��Ͷ�ǿ�Ƚ��ͣ�����Ч����ߣ�
�� ʹ���ˡ�װж�Ĵ����١�
��ɨ���豸��졢ά��ά�����ϣ��ž��µ���ȾԴ��
a.����滮
�� ��ҵ��
�� ͨ����
�� �����
b. ��ʾ
�����ʾ�������ߡ�������ͼ
�����ʾ����Ʒ��õij�����
������õij�����
�����Ӧ�����Եı�ʾ��
��ɨ����ȫ���ԵĻ����豸Ԥ������

a. ά����ɨ�ijɹ���ʹ�Լ�������Ĺ����������豸�����ڸɾ������۹���״̬��
b. �跨������ȾԴ���������ӽ���Ⱦ������С��
����ƿ�����ӣ�
ƿ��ƿ�� ʹ��©���� ʹ����ͷ
������˵�������Dz���û�й涨�����ǹ涨��û����ִ�С���

�����µĹ���
��Ω�����������ɣ����ܵ춨�����ĸ�����
��Ω�����������ɣ������γɹ�ͬ�Ĺ������ԣ�
������ָ�����ϰ�ǰ��5��10����ʱ�䣬ȫ��Ա������һ�𣬻����ʺ�����Ϣ�Ͱ��Ź�����һ�ֹ�����ʽ��
�б�Ҫ���������˷�ʱ�䣿����ʾ���У�ʱ��̣�ʲôҲ˵���壿�����ʱ����Զ���������Ʒ��
��������Ա�㵽�����������ҵָ���������ܽᡢ����ע�⡢��ѵ��������Ϣ�����ij�����
�������ŶӾ����裻�ܲ������þ�����ò������ȫԱ������ò����߸ɲ�����ˮƽ����߹�������Ч�ʣ��������ع涨��ϰ��
�������������Ա��
��Ա�����㵽��ͨ����������ȷ����Ա����״̬����
�ܽ�����Ĺ�����
�������������ƻ��ͻ������˵��ע�����
��˾ָʾ����Ĵ��
��Ա�����ɾ��Ĺ��裻
������ҵ�Ŀ�ʼ
�����ǰ��������ְ���ϰ�ʱ�䲻һʱ�����ر�Ҫ�ѳ�������
���ﵽ��һ���顣











̸̸���Ը����µĿ�