
�����ƻ��Ϳ�������������ϵͳ�ĺ��ģ�PMC���ƻ������Ͽ������ģ��Ǻ��IJ��ţ������������ƻ��Ϳ��ơ�
���ݶ�PlanetTogether APS���о��Լ��������������ƻ��Ϳ��Ƶij������ϵ��о����ó���ͼʾ�������ƻ��Ϳ��Ƶ�ְ��
1����������
���������������ƻ��Ϳ��Ƶĵ�һ��ְ��Ҳ�Ƿdz���Ҫ�ģ�����˵������Ҫ��ְ��
�����������У�MTO��������ģ���Ϊ���������������������ǣ������MTO��MTS�����ģʽ���ǾͱȽϸ����ˡ�
MTS�еı���������������������һ����Բ������ַ�ʽʵ�ֱ��⣺
��ERP�п������õIJ�����MRPʱ���Ը������������״̬��ϵͳ�Զ�������Ʒ������
�����/��С���зdz���ķ�ʽ�����Բο��������ƻ��Ϳ��ơ���
Ϊ�˽����Ʒ�IJ������⣬������þۺ�ЧӦ��TOC�������еIJ��ⷽʽ���������������е�����ͼ����ɢ�ġ�żȻ����������Ϊһ�������������ǣ����ų�����������������������ˮƽ�IJ��ϵ���������������������ʵ�������������ƽ�⡣
���MTO��MTS�����ģ�ͣ�TOC����������MTA���ɵ��������ר������������Ʒ�֡�С����������
������֪Ԥ��϶��Dz�ȷ�ģ���������Ԥ�⣬���ǻ�����Ԥ�⡣Ԥ�����������ɣ�Ԥ���Dz��ģ����Ԥ���Χ��Ԥ��������Ԥ��ȳ���Ԥ����
����Ԥ�⣬�̿����в�û��̫�õķ���������������ʦ��һ���dz��õ����£�����Ԥ�����������ͬ�ķ�������������һ��Ԥ��У���ij���ȷ������Ԥ��Ļ����ϣ��ټ���ר�ҵ�����ʽ��������ԵĿ�ѧ��ȷ��
��Ҫǿ�����ǣ���Ʒ��Ԥ�������������ã�
��һ���dz�Ʒ���⣬����ͻ��̽��ڵIJ�Ʒ��
�������Ϊ�˲ɹ������ڵĹؼ����ϡ�IC��Һ�����ȹؼ����ϣ������ɹ����ڹ�����12��15�ܵ����ϣ���������24�����ϣ�������Ԥ���Ʒ�������ŷֽ�Ϊ�ؼ����ɹ��������ϵ�������
����һ����Ҫǿ�����ǣ�Ԥ�������ǹ����ģ����»춯�����ܹ�����ʱ�䴰��ʽ�����ֲ�Ԥ���ȷ�ȡ�
���ƻ��������ƻ��ĺ��Ļ��ڣ��ǹ������������ݡ����ƻ���������ʱ���ڵ�����Ϊ��ʽ���֡�������MTS���������������¡���Ϊ��λ���֡�**��**�ܵ�SKU����Ʒ����������Ϊ���١�
���ƻ����������������룬���ճ��������������ݡ�
���ƻ��Ƿ������Ҫ�ֲ���ƽ�⣬���ؼ���ƿ����Դ�Ƿ����������ƻ��IJ�����������ʵ�����ֹ�����Ļ����£��������û��������ֲ��ܼƻ���ƽ�⡣��APS���ƻ����ų�������Ӧ�û����£�����ֻ��SAP��Oracle�ȸߴ��ϵ�ERPϵͳ����ͨ��ERPϵͳ�Ĵֲ���ƽ�⣬������һ��Ц����
MTOʱ�����ƻ�����δ�깤�ij����嵥���dz���MTS��MTO��������������ƻ�Ҳ��һ��������ѵļƻ���ҵ���̣��ճ������У��������ƻ��IJ����ࡣ
��
��������������
�����ƻ�����һ�����ӹ��̣���Ҫ��������ƽ�⣺
ƽ��1���ǹؼ�������Դ��������ƽ�⡣�����ƻ�һ�����Բ�Ʒ��Ϊ��λԤ��ͱ��⣬��Ҫ�Թؼ�������Դ��CCR�����в��ܵ������������ƻ��Ŀ�ִ�жȽϲ�Ҳ��ʵ�ֲ��ܺ���������ȷƥ�䡣
ƽ��2���ǹؼ����Ϲ�Ӧ��������ƽ�⡣�����ѵ������Ʒ�����������У����������ܵ����ɹ����ڹؼ����ϵ���Լ����LCD��塢�ؼ�IC���ؼ�FPC�����ϵ����ƣ���Ҫ���빩Ӧ��Эͬ�Ļ����ϣ��ſ����������������Ŀ�ѧ�ԡ�
�ؼ�������Դ��CCR�����ؼ��������������֮���ƽ�⣬��������Ҫ��Σ����Լ������⣬�������S&OP���̡�

��������
���������
���ƻ�
�����Ǵ�
������������
�������ƻ�������һ�����̣�����һ�����ӵĹ��̣�������Ϊ��
PSI
���̡�
���
��PSI���Ľ����ǣ�
P��������S�dz��ˡ�I�����������ع�ϵ������ʾ��
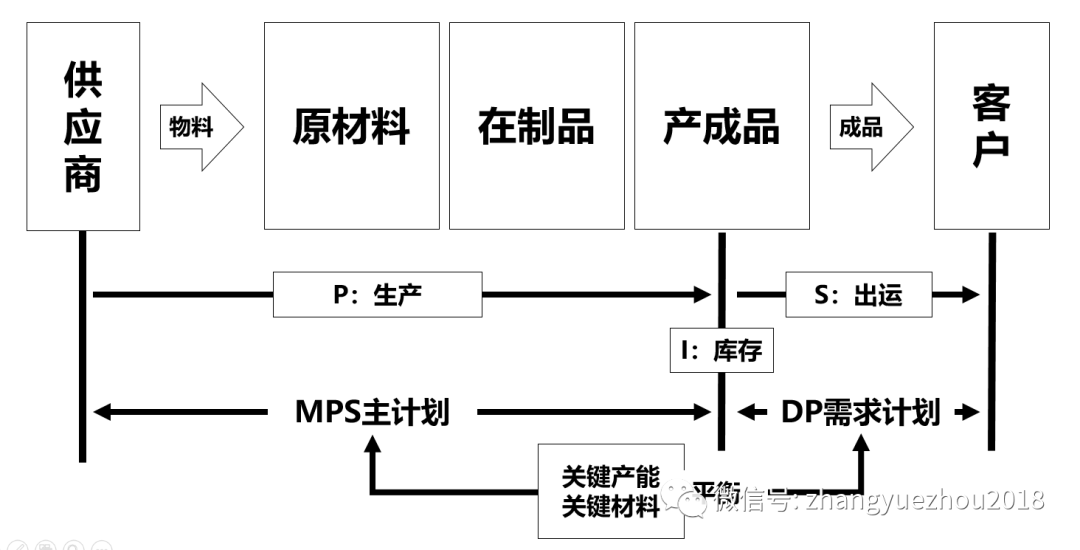
�����ƻ����������ƻ���ƽ�⣬������Ҫ���Dz�����Լ���ؼ�������Լ������Ҫͨ����Ʒ�����Ϊ���壬��ƽ����Ϊ���ܡ�������Լ�����ƣ��Ӷ�ʵ����Ŀͻ�������
����Ӧ�ͻ��ĽǶȿ����ͻ���ŵ�����������;���MTS�����⣩��MTO�����������ַ�ʽ����MTO��������ȷ���IJ���������ʽ�ͻ���Ӧ�����˳�ŵ���ѶȱȽϴ���MTS������ģʽ����
MTS�����⣩ȷ�����������ַ�ʽ��
��һ���������/��С������ȫ���ģʽ���ǹ����dz�����ļ�����һ�������������ص��鼮��������������������������������ıȽ���ϸ�������������ģ�Ͷ������ˡ�
�ڶ�����TOC��Լ�����ۣ��IJ��ⷽʽ��Ҳ��֮ΪTOCR��Ҳ��֮ΪDBM����̬�����������Ӧ���ڳ�Ʒ���������������������������ߵ����Ѿ�������ԣ������þۺ�ЧӦ���Դ���Ƚ��Ͳ����������������������۵�����ͼԭ�������п��ơ�����ƽ��ʦ�ġ�������·�ϡ����ķdz������
��������Ԥ��IJ��ⷽʽ��Ԥ���������ȷ�������ķ�ʽ���������Ӧ�ú�Ԥ�⡣������ʦ�����������е�������ֵ����Ԥ�⣬��Ӧ��ʵս�е�����Ԥ��˼·���dz��á�
����
����������������������㡣�������������漰MTS��MTO����������ͬ����Ҫ�����ڶ����С������ҵ�У�PMC������������������������ܿز��ϣ�����������䷱�࣬��ͼֽ�ȼ���ָ���Եı������������ص�ţ��ЧӦ��
�������ȶ���������������������Ҫ���ȶ�����ϧ����δ������Ʒʱ�л�������������Ƭ����������Ӧ�����ӻ����Ľ��У������IJ��ȶ�����ȷ�������ӡ��仯��VUCAʱ�����dz�̬����Ҫ���Ե������ƻ��Ϳ�����Ӧ�ԣ���Ҫ��Ϣϵͳ�����ܡ�
���ƻ�ȷ������Ҫ�������ܼƻ���CRP�������������ȷ�ϡ���CRP�������������ء������ϣ������ƻ���չ���������������ܼƻ�ͬ��չ����
3���������
3.1 �����������
�������ϵ����Է֣���Ϊ���Ƽ���ί����Ͳɹ�����
���Ƽ������ڱ����������ļ�������ϸ��Ϊԭ���ϵ��ӹ������������齨�����ճ�Ʒ���ӹ������������齨��װ�䡢���ճ�Ʒ���ܳɺͰ�װ������Ҫ���ò��ܣ��Ӷ�չ���������ƻ���CRP����
ί����������������Ҫ���ǣ�һ���ǹ���ί��������ȴ�������Ƶ�Ӿ�����������Ĺ�����̣���Ҫרҵ�Ĺ���ί���������һ���Ǵ��ڳɱ������صȿ��ǵı�������һ�����ӹ������������������ܸ��ǿͻ������Ĺ����ڱ���ί��Ĺ����DZȽϺù����ģ�ֱ�ӽ�ί�Ӧ����Ϊ�����ܴ�������ί���ŵ������ΪԼ�����ɡ�����Ҫ���ݿͻ����������������һ���ӹ�������ί���ӹ�����Ҫ���ж�̬ί���������̬ί�������ר�IJ�������
�ɹ�����ֱ����Ӧ�̲ɹ����������Dzɹ�������ԭ���ϡ���������е�������Ʒ��Ҳ���Բɹ���
���в�Ʒ�У����չ���·�߽����ӹ����ڲ�Ʒ��ʹ�õ����ϣ���Ŀ����Ϊԭ���ϡ�
�ɹ��Ժ����ӹ���ֱ�����ڲ�Ʒװ��IJ��ϣ���Ŀ����Ϊ���������ͬһ��Ŀ���ȿ��ӹ��ֿɲ��ӹ���ֱ�����ڲ�Ʒʱ����Ϊ�����
һ�ֻ���ֲ��ϼ��ӹ������ӹ������ڲ�Ʒ����Ŀ��Ϊ���Ƽ���һ�ֻ�������Ƽ��ӹ������ڲ�Ʒ�����ϣ���Ŀ����Ҳ��Ϊ���Ƽ���������Ʒ����������ë���ȡ�
��Ʒ��ԭ��������ҵ����ί���ӹ����ӹ����������
3.2 �������ȷ�ϵ���������
3.2.1 �������ȷ������
ȷ�������������Ҫ���������ȷ�Ϲ��̵����뿪ʼ��
1��BOM
BOM��ȷ�������������������롣BOMҲ�ǹ�������Ҫ�������ݡ�һ����ƷBOM�����ƷBOM����Ҫȫ����������������eBOM��MBOM�ij�������Ҫ��������Ҫ��BOM�ı������ȫ���̵Ĺ�����
2�����ƻ�
���ƻ��������ƻ����ǿͻ�������������̵Ľ��棬�Ǽ�����Ҫ�����롣��������������������ƻ���
3������-�������صIJ���
������֪�����������Ͽ���ϸ��Ϊ�����ࣺ��������ص�ר�����ϡ��������ض��������صĹ��ü����������ϵ�����������ʽ�Dz�ͬ�ģ���Ҫ���ò�ͬ�Ĺ������Խ��й�����������������ضȸߵ�ר�ü���ֱ�Ӳ���MRP��ʽ���С����������ص�����������Ҫ��������������Ķ��ٺͻ���״̬��ȷ�����������
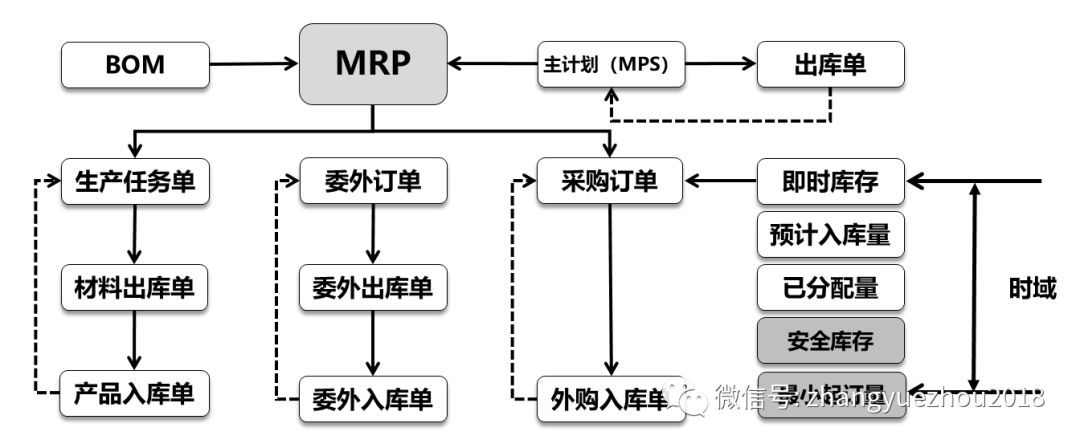
3.2.2 ���������ȷ�����
�������ȷ�Ϻ��������嵥��ʽ��������Ƽ�������������Mo����ί�������Ͳɹ�������Po�����֡�ί�������Ͳɹ���������ʽ����ʽ�ͷ���Ӧ��Ӧ�̡�
��������Mo���ж�����̬���ڣ��ƻ���ȷ�ϡ��´���
�������������õĹ�����MRP��MRP�����ַ�ʽ��MRP��MRPII��
�����ڶ����ҵ��ҵ��ģʽ��MTO��MTS��������⡢�����ı䶯�Ծ��Ƚϴ����ƻ�һ����һ������һ�Ρ���Ȼ��ʵ�ʵij����仯�dz���
MRPIIҲ��һ�ֳ��õķ�����������ʹ��SAP��MRPϵͳ��һ�����MRPII�ķ�ʽ����������ǰ�����������ܵ�MRP�����ڲ���Լ����MRPII�����Dz��ʺ���ʵҵ���ġ�
���Կ������ǣ��ھ��ֵ���ʵ�����У�һ��ֻ����MRP��������MRPII����Ȼ�����ú�MRP����С��ҵҲ���ࡣ
Ҫ�������������ȷ�ϣ�����Ҫ�߱�һ���Ļ������ݵģ���̬�;�̬���ݣ���
3.4.1 �������������
��̬
��������
������������һ��MRP�Ļ�����һ��һ�������������ݵ��������Ҫ��������һ��һ�룬��Ȼ�ܳ��������Ǵ���ġ�
�����������е�����Ҫ����С������������������ȫ������ɹ�������ǰ�����ڵȻ������ݣ��Ƕ�ҵ������нϴ�Ӱ������ݣ���Ҫ���ݾ����ҵ��״̬���úá���Щ���������ݣ�����Ҫ���̡��ɹ������䡢PMC����ز���Эͬ�ġ�
���������ݵ�ά��ȷ����Ҫר����������Ա���ȶ������̵��ȶ���������ȷ���ȶ��Ļ�����
���������ݵ������Ƿ�ȷ����ֱ��Ӱ��������������ס�
BOM�ǹ���������Ҫ�������ݣ���ȷ�Եĸߵͣ�ֱ��Ӱ�����ϲɹ��������ס�
BOM��ȷ����ҪУ���ģ������ECN�����̱�����������ǻ�����
3.4.2 ���������������̬��������
�����Ǽ�ʱ���
��ʱ�����У�������Դ����¼������濪չ��
ע����****�ֿⲿ��ҵ�ֲᡷ�����ֿ���ҵ���̡�����ϵ��������ʦ���ţ�13732190828����
��ʱ�����У���Ϳ��ƣ����ǹ��������Ļ������������ǹ��������ĺ��Ĺ���ְ�ܡ�
�����ERP�ĵ��ݹ���
������MRP�����ϼ��㣨�������������Ǽ����豸�ĸ��ɣ�����Ҫ����ERP��صĵ��������㣬������Ҫ������������Mo��չ���ġ�����ERPϵͳ�еĵ���ȷ�Ծ��Ե÷dz���Ҫ����Ҫ��ERP�ĵ���ʵ����Ч������
ERP���ݵ���Ч����������Ҫ��������ͨ��������
PMC�������������������
�ɹ����Ź����ɹ���������ί��������
�ֿⲿ�Ź������ŵ��ݣ����ⵥ��ί����⡢��Ʒ��ⵥ��ί����ⵥ�����ϳ��ⵥ�����۳��ⵥ������ⵥ�ݵ��������ڷdz��̣�һ������Сʱ�����㣬����Ǽ��졣
���۲��Ź����������������۳��ⵥ
���õ��ݹ������ؾ�����ʵ�ֲ���ҵ��һ�廯�������ſ����������ݵġ������½ᡱ��ȷ�����ݵ�ʵʱ�ԡ�
������������ܺ����ϣ���ȷ�Ϲ��̣���ʵ�ǿ��Լ���Ĺ��̣��зdz��õĹ��������㡣
PlanetTogether APSϵͳ��MPS��MRP���ܷdz�ǿ���Ը��Ǿ��ֵij��������ң�PlanetTogether APSϵͳ������ģ���������������ľ��泬�е�״̬��ʵ��APS�������������ںϡ�
���������ȷ�Ϲ��̣��ڵ�����ҵ�л���Ҫ��������ϡ������ҵ��о�������ᷢ��������������ɹ���������������Ϊ�˼������ϵ����ѵķ�ʽ�Ƿ����������Ϊ��Ҫ�������ơ�
4�����ڳ�ŵ/�ظ�
��Ӧ�̳�ŵ�ͻ����ڣ�һ��������������������������ȱ�㣺
�̶���ŵ����û�п��ǿͻ������IJ������������ܲ�����Ӧ�̵��쳣����һ���̶��������ڣ��µ������ˣ���ŵ����OEM����ó�͵���ҵ�У�25��30��35��45��60�켸�����ڣ��������ŵ���ڡ������У�30�졢45��������������������ڡ�
ȱ�㣺Ϊ�˴�����������㹻�����Ӷ�������������
2����̬����
��̬��ŵ��������Ҫ���ǹ�Ӧ�̵��ϡ������ڲ����ܵĽ�������ʽ�����ھ��ȱȽϸߵ�һ�ַ�ʽ��
��̬��ŵ���ڣ�һ�㿼�ǹؼ����ϵĵ��Ϻ��ڲ��IJ��ܸ��ɣ��佻���չ�ʱΪ��
����ʵ�ʽ�����=�ؼ����ϵ����� �ؼ�����״̬���깤�� ���˻���
ʵ�ж�̬�Ľ�����������ھ�̬���������ж���Ի�ã�������ȱ��ͬ�����ԣ�
�ŵ㣺�������ȷ�����������յ�״̬�����˽���
ȱ�㣺���û��IT��֧�֣����ǻ��ھ���������ݡ����Һ��õ�������Դ�dz��ࣨһ��Ϊ��������
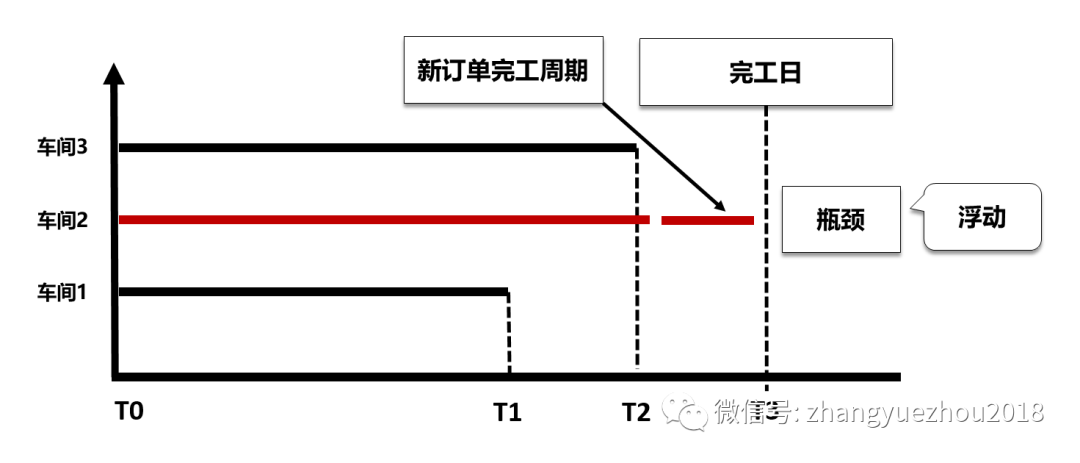
ͼ1 ��̬��������ʾ��ͼ
3�����ڳ�ŵע���
�����Ǿ�̬��ŵ�����Ƕ�̬��ŵ��Ҫע����ǣ���ŵ�����ʱ�̵�״̬��ŵ���dz�ŵʱ�̵�״̬���ͻ���������Ӧ��״̬�Ͳ���״̬��
���Dz���Ԥ��δ������Σ�δ���������Ƿ���д�仯��δ�����豸���Ƿ��д��쳣��δ���Ƿ��в��ɿ��ܵ��쳣��
���ԣ����ǵij�ŵһ���ǰ����쳣����������Ҫ�����쳣�Ļ���ʱ�䡣��Ȼ��������û����С����һ�����ѵ����飺����̫���ڵľ�������������̫С�������ֲ��쳣�ı䶯����ʵ�����û���Ĵ�С������Ҫ��ȷ����ȷ�㹻������Ի����С�����ľ����Ե����ء�
��Ȼ�Կͻ��н��ڳ�ŵ���������������ڳ�ŵ�ǹ����Ĺؼ�����ָ�꣬������MTO�ij����£��ϸߵ����ʣ�DDP=95%���ϣ���������Ա��ȡ����ǿ������������
�ͻ��Թ�Ӧ�̳�ŵ�Ľ������н���֢�ģ����������ʣ�DDP����ԱȽϵ͵����ֲ��ܻ���Ӧ�̵ij������ͻ��IJɹ���Աһ����֪��������ʵ�ʽ��Ⱥ�״̬����Ӧ��������������Ա��Ҳ�Ƿdz���֪��������ʵ�����ʱ�䡣
ȷ�Ͻ��ڻظ�����Ҫ����������ͬ�����ڣ�
1����ŵ������
�����ij�ŵ�����գ���ָ��Ӧ�̳�ŵ�ͻ����Գ��˵����ڣ�һ�����깤��Ⲣ�������������ڣ�����ʱ���Գ��˵����ڡ���Ӧ�����ͻ����������ڣ���������㡣
�����ǹ�Ӧ�̳�ŵ�ͻ��Ľ����գ���������ǹ̶��ģ�������Ϊ�����ƻ���
��ê������ʹ�á���Ȼ��ŵ����Ȼ���ء�
2�������ƻ��깤��
������֪��Ŀǰ���Ǵ���VUCAʱ������������
����Ʒʱ�л�������������Ƭ����������Ӧ�����ӻ��������ڱ仯�С�
��Ϊ�ͻ��嵥����Ϊ��Ӧ���쳣����Ϊ���ܲ���������������ʵ���깤ʱ����һ����ֵ̬���Ǿ�ֵ̬��
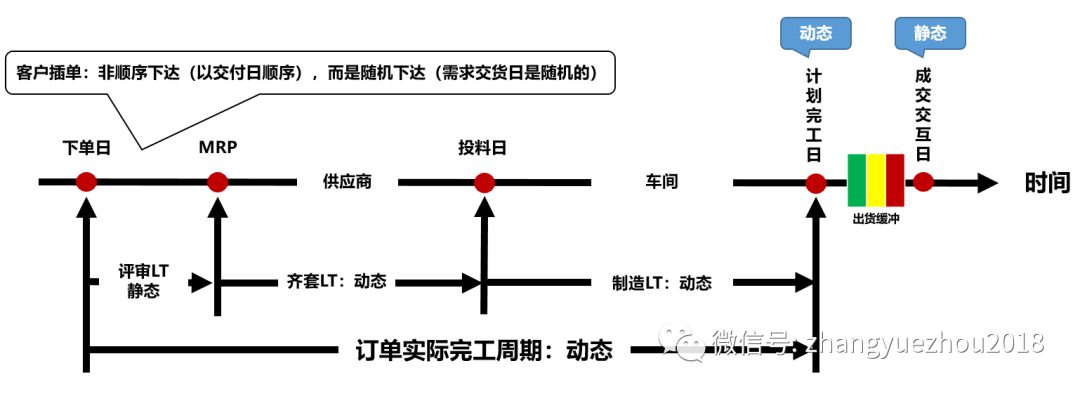
ͼ2 ���������ƻ��깤�ն�̬ʾ��ͼ
���ڻظ�������Ҫʵʱ������������ļƻ��깤��������������ŵ������֮���ƫ�Ҳ���dz������������״̬�ſ���ʵ�֡�
���˻�������ı��������������¹�ʽ���
���˻�����
��״̬=100%*�����˻�
��-��������-�ƻ��깤�գ���/���˻��塣
�����ʽ�Ƚϼ��������������ļƻ��깤���ڵļ���dz����ӣ�û��APS���ƻ����ų�����������ǡ���ؼ���������ڡ�
4.3 ���ڳ�ŵ�ͻظ�����
���ڳ�ŵ�ͻظ���������ͻ���һ�������ƻ��Ŀ��ƹ�����ҵ����PMC�ճ�������Ե����⣬�����ͻ���ע����Ӧ��������ҵ����Աͬ����ע��������Ӧ���ϰ�Ҳ�ǹ�ע�ġ�
���û��APS���ƻ����ų��������̶���ŵ���ڡ���̬��ŵ���ھ����������ᣬΨ�в���APS���ƻ����ų̣�����������������̬���屨�����ſ�������ʵ�ֽ��ڳ�ŵ�ͻظ���ʵ�������ĸ�����
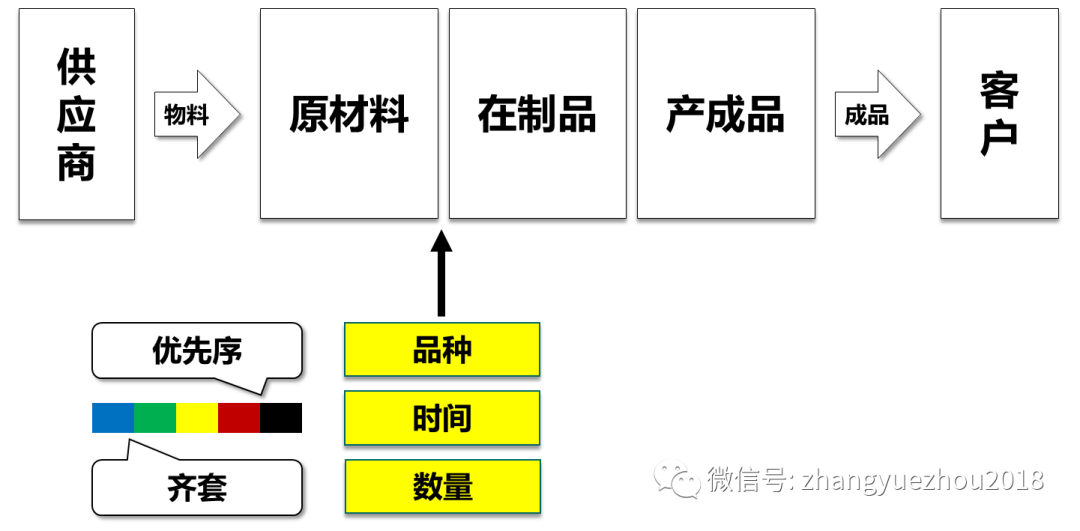
5.1 Ͷ�Ͽ��Ʒ���
5.1.1��������
��Դ���ձ�������������������������ƽ����ڡ��ı�����Ļ�������������ڡ�����˼�롷������������������ԭ����ֵ��������ֵ���������������������ƾ�������Ϊ���ྫ���ʦ�Ĺ��������������ࡢ����ר�ҵIJ��䣬�γ��˽����Ƶ���ϵ��
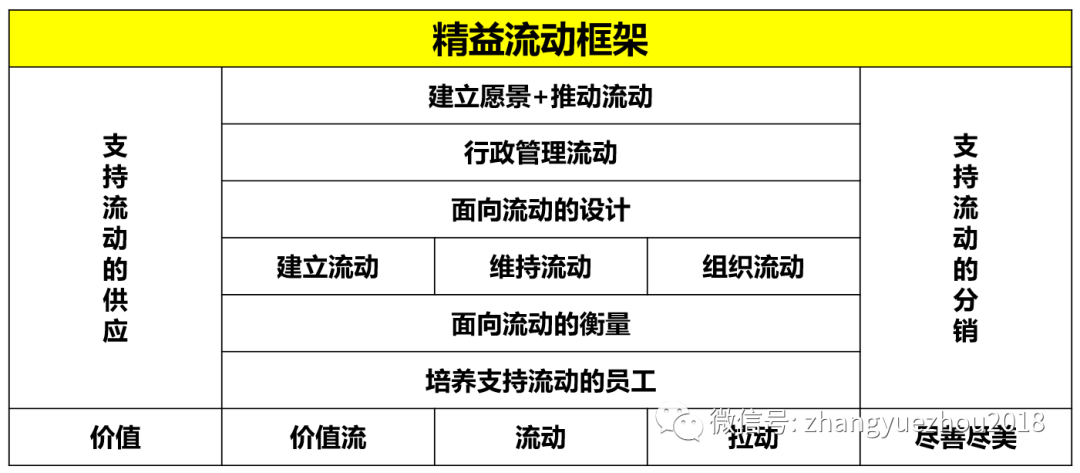
ͼ1 �����������ʾ��ͼ
��ô��������������ʲô�أ�����������ѧ������Ľ��ͣ�
�������¹㷺������֮������֪���� JIT ����һ���Ĺ��̻�������Ҳ���ܱ�˵����һ���������ұ����ö���Ĺ���ս�ԡ����� JIT ����Ϊһ�����ϣ���һϵ��̬�ȣ���ѧ����ֵ�ͷ����۵��ܺ͡�������������ϵ���������������������һЩ�ձ���˾���ú�ʵʩ���������������ijɹ���
Ȼ�� JIT Ҳ��û��Ϊ����һ��������ҵ�ṩ������������ߴ�ʩ�������ڷ����������˾�Ĵ�ʼ�߶�չʾ���˶��ض�������������Է�������š���Щ��������̲���һЩ�ؼ��Ĺ����Щ������������������ʷ��ռ�о������صĵ�λ��
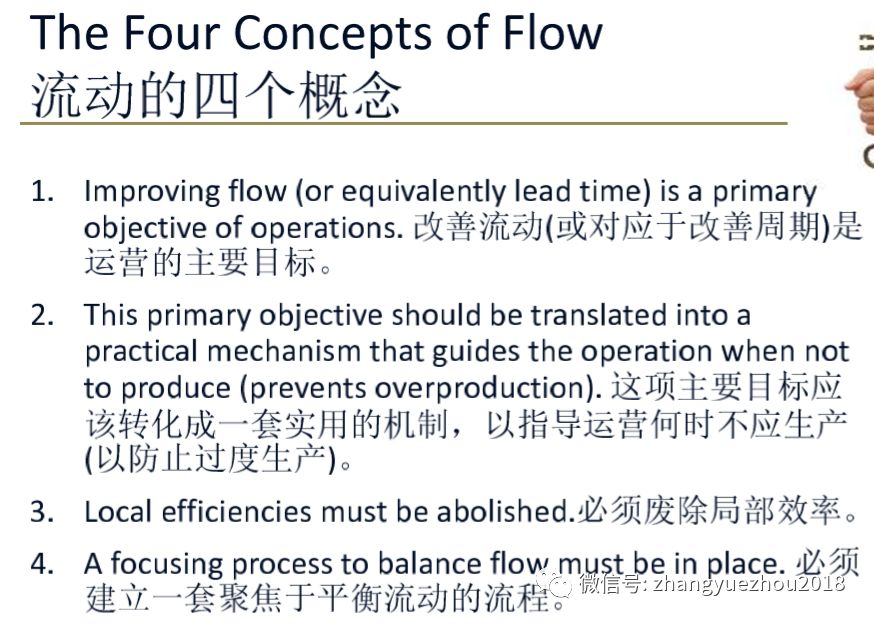
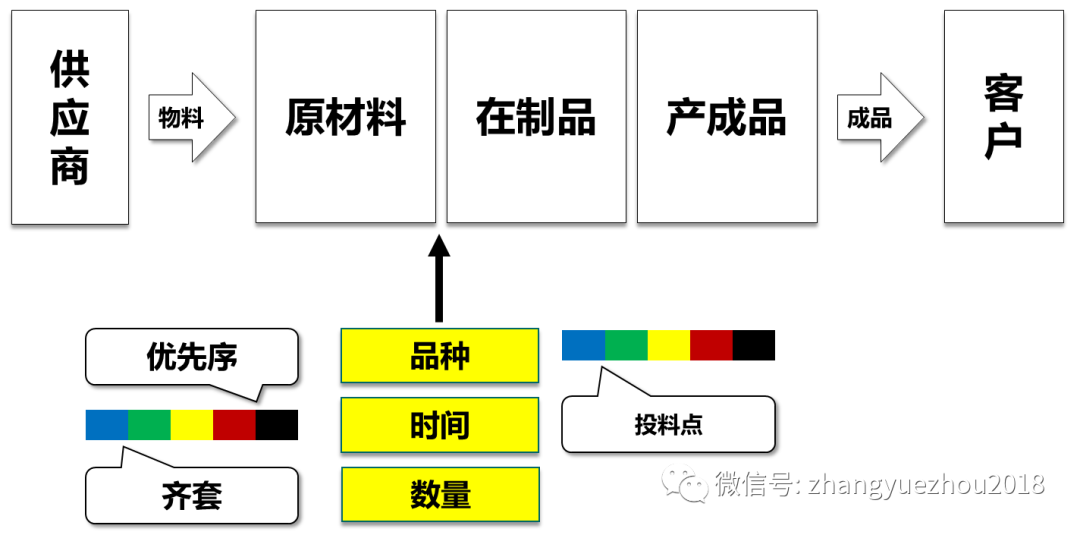
����������������ʦ�Ĺ��ں����£���ϸ˵���˷���������ƻ��Ϳ�����ϵ��

ͼ2 ������ʦ����ƻ�ϵͳ����ͼ
��������ʦ����Ƶ�����У�����ʶ�������������ƻ�������̿���IJ����ļƻ����̲�û�в��죬������ο�ʼ�����������ԵIJ��죺Ʒ�������Ͷ�������������������������ȸ��ݳ�Ʒ����Ķ����������ٸ��ݶϵ�ľ��泬�е����������������
��������ʦ�Ľ������������������������������ϵ�����֮ΪJITϵͳ�ı��ʾ���
Ͷ�Ͽ����ķ�����
�ӡ�Ͷ�Ͽ��ơ���ʼ�Ŀ�������������һ�������������Ƽ�����
5.1.2 TOC��Լ�����ۣ�
TOC���۵����ı�־�ǡ�Ŀ�꡷�ķ��г��档��Ŀ�꡷Ҳ��Ϊ��ҵ����С˵�����������鼮��Ӱ�����ڶ�����������ߣ��������������������ķ�����
TOC���۷�����OPT���Ż������ƻ�������������OPT��һ���ų�������OPT��ѭ�ľ���ԭ���ǻ�����������ԭ�ߵ����ز�ʿ��վ�ھ�Ȼ����ϡ�����ȷ��������������ԭ��
ͼ3 TOC������������ԭ��
TOCԼ������������������Ӧ�ã��зdz�����ļ�����������SDBR����DBR������������ͨ��һ�����졢�������е�Ӧ�÷dz���Ч���ҳ�֮Ϊ��4��3��������
��������30%��������������30%������������30%���������30%��
5.1.3 ���ض���
����������TOCԼ�����۾�ǿ����������������ѭʲô������ʲô���Ķ�����������֤��
����������ѧ������ˡ����ض��ɡ���˵�������е�����ƷWIP��������TH���ӹ�����CT�Ĺ�ϵ��

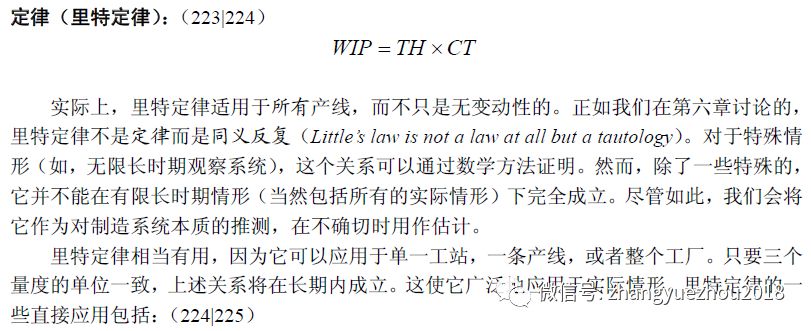
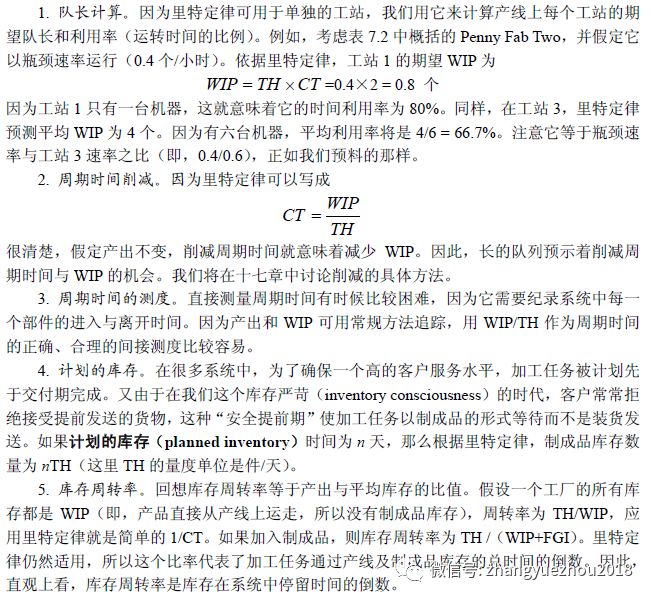
���ض��ɵ�WIP=TH*CT�����������½����
��һ��WIP��Ӱ��TH��CT�ĺ����ֶΡ���WIP����Ͷ�ϡ�
�ڶ���TH��CT֮�䣬�ǻ����ͻ������ָ�ֻ꣬��ƽ�ⲻ��ͬʱ�ﵽ��
������Ҫ��TH��CT֮�䶼�нϸߵļ�Чˮƽ����Ȼ��Ҫ���������WIP������Ҫʱ������Խϸߵ������������TH��CT�ļ�Ч��
���ģ�Ͷ��WIP��Ʒ�֡�ʱ�����������ȷ��TH��CT��Ч�ı��ϡ�
�������������TOCԼ�����ۺ����ض��ɣ�������Ƴ����µ�Ͷ�Ͽ��Ʋ��裺
����1������Ͷ��Ʒ��
������MTO������MTS������MTO MTS�������ͻ�������������ġ�����ʽ�ij����������������/��С�����������������ȷ��������������������ִ����Ķ���ȷ������������˳��MTO���������������Ľ�������һ���ؼ���ʱ��ڵ㣬����������ê�㣨ͬ���㣩���������������뵱ǰ�յIJ������Ϊ��������������˳�������ơ�
������Ҫ�����������л�������������������������������յ�����˳����ʵ�Ǿ���Ͷ�ϵ�Ʒ�֣���������Ͷ������˳��ߵ�Ʒ�֡�
���Ͷ��ԭ������������Դռ��ԭ��
���ܡ����Ϻ����ߵĹ�ע�ȣ�Ͷ�Ÿ����ȵȼ��ߵĿͻ�������ʵ�֡�˭��˭�á���
��ʱ��������ƷWIP��Ͷ�룬��һ���dz��ѵ����⡣����������TOCԼ�������ṩ�˲�ͬ�ķ�����
���������ķ���������������ķ�ʽ������������������������ǰ����������һ�����������������������������һ��ʮ���Ӵ�ļƻ�������ϵ������������ƻ����̾���һ�����ƹ��̣�������������ƽ�ԣ�����ƽ���Ʒ��ƽ�⡣��С��ҵ�������߱�������֪ʶ���˲ţ������ϵͳ����Ҳ����С��ҵ�������������ʧ�ܵĸ���ԭ��
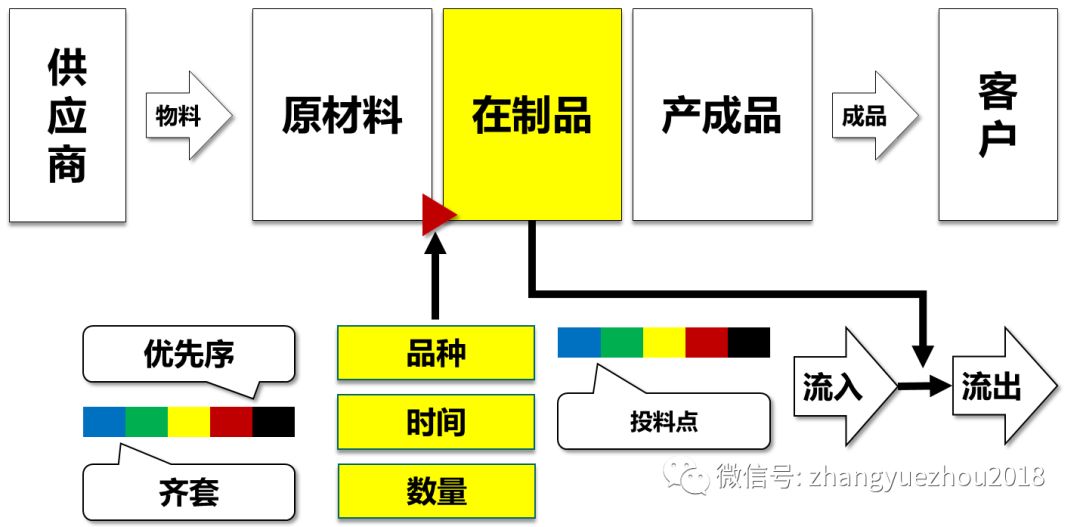
�෴��TOCԼ�����۵�SDBR���ṩ��һ�ַdz���ݵĿ���Ͷ�ϵķ�����
��һ�����Կͻ��ij�ŵ���ڿ��룬��ΪͶ�ϵ���ʼ�㣺
Ͷ����=��������������-��ŵ����*50%
�ڶ���ֻ�е�������ں���Ժ������Ͷ�ϡ���������Ͷ�ϡ�һ������£���Ͷ������ǰ�Ĺ�������Ϊ��ɫ����ɫ�������ں�����������������֮��Ĺ�����ɫ��Ϊ�̡��ơ�����ɫ����������ף����̽�������Ͷ�ϵ㡣
���ַ�ʽ���Ƿdz��ǻ۵������������㣬���졢�ơ�����ɫ�뽻ͨ��־һ�£��ֳ��dz����ױ�ʶ��ִ�С�
��Ȼ������������ŵ���ڼ�����һ������ֵ��ʵ�����Ƿdz��õ�һ����������Ҳ���Ը���ʵ�ʵ�ҵ�������������������봦��ͬ�����ԡ�
���ض���WIP=TH*CT��ʾ�������WIP��ֻ���ӻ�������TH���ӹ�����CT������Чָ�꣬���ο�����������Ͳ����ڹ��������ƷWIP����������ֳ��Ļ��ң���������Ա���IJ�����������Ȳ���ϰ�ߣ���������������ӳ��ӹ����ڵ����⣬�ƻ�����˳��
���ԣ���Ҫ���ƹ��������������ƷWIP�����ճ��Ĺ����У�һ�����Գ���Ϊ��λ��������Ʒ���ƣ�����Ҫ�Գ��������ƷͶ�Ž��п��ơ�
Ͷ�ŵ�������һ������������������
��һ���dz������е�����Ʒ��
����WIP=TH*CT��֪�����������Ʒ�϶���Խ��Խ�á����ǹ��ٵ�����ƷWIP�����������ӹ�����CT��ͬʱ��Ҳ��Ӱ�������TH��
���������Ʒ������������ǣ�����һ���IJ����ʣ�����һ�����ӹ����ڡ����ڳ����ӹ����̵ĸ����ԣ��������ڹ��ղ��ֵĻ����£�������ѵ�����Ʒ����һ������������̣�Excel����ʵ�֡������þ���ķ�ʽ��ʵ�֣�
����Ʒ��WIP���ȿ��Զ�ͶһЩ���Ӷ������ƷWIP���ͣ����͵�ÿ�����������������������ֳ�����Ʒ�ٶ�����æ������ʱ���ɡ�
������������ʱ������������Ʒ����������ʱ��Ƽ����ۡ�
һ�㣬װ���ߵ�����Ʒ���������һ�졣
�������ǰһ�յIJ�����
���ֳ��������ƷWIP�ȶ���Ҫ���ǵ�����һ����������һ�յIJ�����
ԭ���ϣ����õ�һ���Ļ����ϣ��ڶ����Ͷ����=��һ�յIJ��������ɣ����ֳ�������ƷWIP��������
��Ȼ������һ�ղ����Ļ����ϵ����¸�������������Ҫ��ʮ�־��Ŀ��ơ�����ƽ�⼴�ɡ�
ͼ4 ����Ͷ��Ʒ��
ͼ5 ����Ͷ��ʱ��
1��PlanetTogether APS���ƻ����ų�
2����������VPS���ӻ������ų�ϵͳ
���ԣ�
6���Ż��ų�
����ʵ�Ĺ��������У��ų̻�����ǿ۴��ڵ���ʵ�����磬һ����ˮ�ߣ�10����ˣ����鳤������Ҫ��10����˷�������λ�У�������ǵ��ȹ�������Ȼ�����ж��ںͳ���֮�֣����ڱ�����ʱ�Եġ����ڵ�����Ҫ��ҵ�ĵ��ȣ������ڵ�ֻ������Ԥ�Ƶ��ų̡�ע��һ����ڳ�֮Ϊ���ȣ����ڳ�֮Ϊ�ų̡�
2��Ҫ����������Ȼ��Ҫ�ų�
ͼʾ������ƽ��ʦ�ĸ�������ʾ��ͼ��������һ��ϸ�ڿ�������ʦû��ʮ��ע�⣺
һ������£�����ɢ���ֵ������£�һ������������һ����Դ��ƥ�䡣һ����Դ�������ж����Դ������ÿ����Դ������Ч�ʿ�����ͬ��Ҳ���ܲ���ͬ����ijһ�����������������һ̨�豸������ֵĸ����Dz�ͬ�ģ������漰���л��Ĺ��������У����ɳ��ֵij��ȸ��Ӳ���ͬ��
Ҳ����˵�������Ԥ���ų̣��������ĸ����Ǽ�����������ʵ���ɡ����磬һ��Ⱦ��һ��ϴ�ף���Լ��Ҫ5-6Сʱ���Ŵ����С���ɵij����Ƿdz���ͬ�ġ�
3��MES�Ѿ������ų̺͵��ȵ�ģ��
MES��11����ģ�飬���С���ϸ�ų̡��������ɡ�
6.2 ������ų̣�
��һ����ʵ��ҵ�����е��ȵģ����ҵ����Dz��ɻ�ȱ�Ĺ������
�ڶ����ų̲����Ƕ��ڵĹ�����������dz��ڵ�Ԥ�ƵĹ�������뽻�ڳ�ŵ�ͽ��ڿ��ƾ��й�ϵ����������ų̣��������̶�ʽ���ڳ�ŵ��������ʶ��CCR���ؼ�������Դ������һ��α���⡣
1���ų̶���
�ų��ǽ�������������Դ���豸��ģ�ߡ��Ͷ������Ļ���ų���һ�����ϵĻ��������ڵ�ʱ���ų̻�ʹ����ˡ�
�ų���Ҫ�����Ƕ���Դ��ǰ�Ĺ���������������ݿͻ������Ľ����̶ȡ������ļ�ЧҪ���������
��������Ҫ���ڹ��������ļ�ЧĿ�����ģ���һ�㹤��������Ŀ�����
��������
��������
�ɱ�����������ָ���ڼ����졢һ�������в�ͻ�����ڸ��������У�����ͻ���ˡ�
��Ҫǿ�����ǣ�JITǿ�����Dz������Ҳ�Ҫ��������ԣ�JIT�����Բ���������ġ���ϧ�������ֵľ�����ʣ�Ҫô������Ҫô���ӡ���Ϊ�����Ѳ��������壬Υ����WIP=TH*CT���ض��ɡ���������ض��ɣ����������֪�ˡ�
�ų���������Ҫ����������Դ�ϵĸ��ɡ�����������״̬���Ѿ��´��δ�´�ġ�δ�´�ĸ��ɾ����������ķ�����������Դ�ϡ���������Դ�ϵĸ�����Ȼδ�������ǿ�����Ԥ�ȷ��䡣
���ɴ�����һ�����ӹ��̣������������Ȼ��������һ��Դ��Ҫ���幤�����������ù������������Ĺ��������Dz�ͬ�IJ�Ʒ����Դ�Ķ�Ӧ��ϵ����Ϊ��ͬ�IJ�Ʒ�ڲ�ͬ����Դ������ʱ�������Dz�ͬ�ġ�
�������APS���ƻ����ų̣�һ�����������ų̺��ų̵ĸ����ԡ������㲿����ҵ�ľ���ʵʩ��ԱȽϺã���ʵ�������㲿����ҵ�ij������йأ������������ȶ��������ȶ�����Ա�ȶ���ë���ʸߣ���Ȼ������������ʵ�֡�
��ʵ�����������ǹ������Ϸ��һ�����С��ҵ�����治��Ҳ�治�������Ҳ�Ǿ�����ҵ����ʵʩʧ�ܵ�ԭ��
�����������˸��ɴ��������������ǿ��Է��ɹ���������ʵ�������ɺͷ���������ѭ���IJ��裬��һ���������̡�
�˹���������ʱ�������ɺͷ��ɾ��Ծ���Ϊ����ֻ��������ڵġ���ʱ����ķ��䣬�����������ڵ��Ż���
6.3 �ų̵�����
2015���������������ͽ�����ij��������ֻ�ת�ͣ����Ż��ų̵Ŀ����Դ������ߣ�������80��������APS���ƻ����ų�������������죬Ϊ�Ż��ų̵춨�����õĻ�����
���ֻ�ת�͵�Ŀ���������������������ݵ��Զ���ת�����������Ż���
�����ų̣�����˵���Ż�����̸��

������JIT����TOC��SDBR����û���ṩ�ų̽��������JIT��SDBR��ʵ�������ƻ����Ƶķ�������Ϊ����S&OP���̣�����ȷ�������ƻ���RCCP�������������CRP������TOC��JIT��û�н��������
1����Ա��Ƹ��PMC�ƻ�Ա��MES��ǰʵʩ���ʡ�APSʵʩ���ʡ�����ţ�13732190828
2��APS��https://mp.weixin.qq.com/s/BSbsPnuDIwMTMFC_fyqq9w
3�������������ƻ��Ϳ��ơ�ֱ��
4����Ҫ���ϵģ�����������ʦ��











̸̸���Ը����µĿ�