





ժҪ:��������˵һ˵SMED ��Ҳ���ǿ��ٻ�ģ�� ����������ٻ�ģ�ǽ�ģ�ߵIJ�Ʒ��ģʱ�䡢��������ʱ������ʱ��Ⱦ����ܼ��ٵ�һ�ֹ��̸Ľ������������������̻�����װ���趨��ģ�����ʱ�䣻 �������ҽ������ٻ�ģ�ļ��ɺͲ��� ����һ�����в��� ��ν
|
��������˵һ˵SMED ��Ҳ�������ٻ�ģ�� ����������ٻ�ģ�ǽ�ģ�ߵIJ�Ʒ��ģʱ�䡢��������ʱ������ʱ��Ⱦ����ܼ��ٵ�һ�ֹ��̸Ľ������������������̻�����װ���趨��ģ�����ʱ�䣻 �������ҽ������ٻ�ģ�ļ��ɺͲ��� ����һ�����в��� ��ν��ƽ����ҵ����ָ���������Ϲ�ͬ�����л�������ƽ����ҵ���������ϻ����������ҵʱ���Ч������һ��������˹���ش����л�������Ҳ�����1Сʱ������ɡ����������˹�ͬ��ҵ��Ҳ������40���ӻ�20���Ӿ�����ɡ���ô�����л�ʱ�����ԭ�ȵ�1Сʱ��Ϊ20������40����֮�䡣����ƽ����ҵ��������˹�ʱ����������ࡢ���䡢���٣���������Ҫ���ǵ��ص㡣��Ϊ���������л���ʱ������õ�����Ч��Զ�����˹��ɱ��IJ��֣��˵���һ���˽������ӵġ��ڴ���ƽ����ҵʱ������֮����������������������������ע�ⰲȫ��������Ϊ�������������˺��� 
���ɶ���˫���� �л�������Ҫ������˫�ֵ�������ɣ��ű�������ƶ����߶��Ļ��ᡣ�����л�ʱ������ʹ�õ��ĵ��ߡ�ģ�ߡ����ȵȶ��������ר�õ�̨���ϣ�����Ҫ��˳��������ã�����Ѱ�ҵ�ʱ�䡣ģ���л���Ʒ�����Ķ���Ҳ������Ƴɺ��������ķ�ʽ���л�������˳��Ҫ�������������� 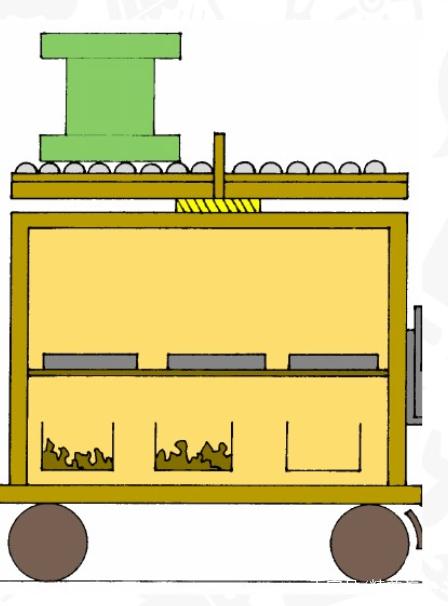
ר�õ�̨�� ��������������� ��ν���߾���һ����;�����ߣ���������Ϊר����;�Ķ����Ƶ����ߡ� 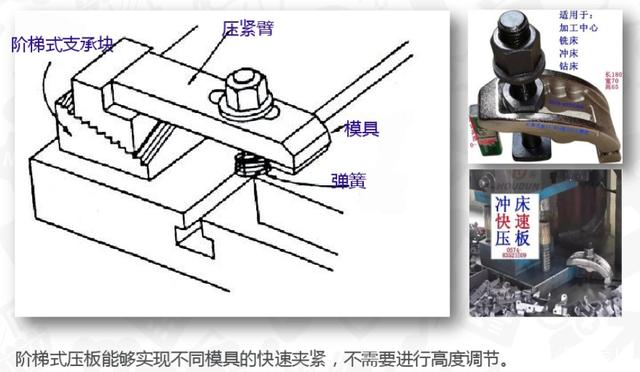

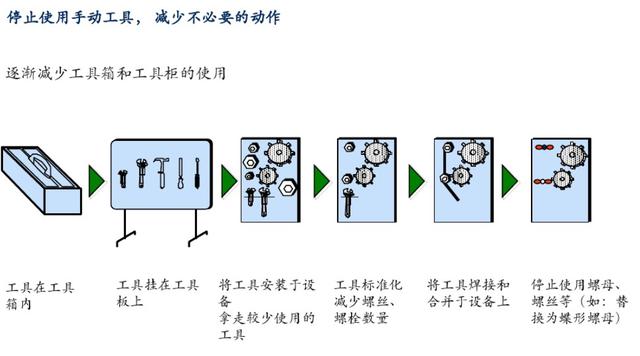
�����ģ�����˿ ���л�����ʱ����˿��������������̶�ģ�ߵķ�����ʹ����˿��Ȼ�����Ҫ�ԣ�����װж��˿������ͨ��ռȥ�˺ܶ���л�ʱ�䡣�����ϸ�۲죬���ᷢ�֣�������˿�ĵط�����̫���ˡ��ȷ�������ֻ���ĸ���˿���ˣ�ȴ�õ�������š��˿��Ȧ��̫�࣬Ҳ�ķ�ʱ�䣬����˿���������Ͻ��Ĺ���ֻ�����һȦ���ѡ���ˣ���������ѶԲ߾���Ҫ����ʹ����˿�Ĺ̶���ʽ��Ҫ������˿�������졢����ȥ֮��������̬���ȷ�˵���ò�����ѹ�ˡ��н�оߡ���ʽ��������ʽ����������λ��ȵȵķ�ʽ����ȡ��ʹ����˿�̶��� 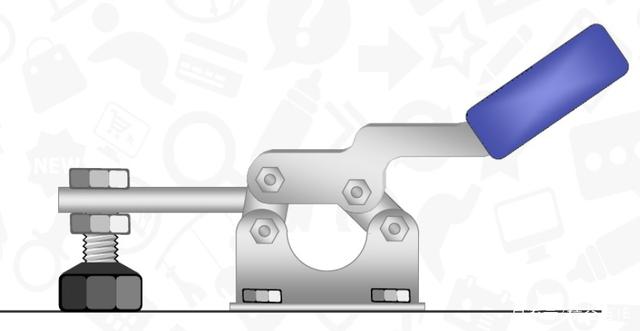
�������Ĺ̶���ʽ������˿ �����壺һת���� ����ijЩ״������Ȼ����ʹ����˨����˿ʱ��ҲҪ�跨Ŭ�������Ͻ���ȡ����˿��ʱ�䡣Ҫ����������ȡ����˨����˿�����ܴﵽ�����Ĺ���Ϊ������Ŀ�ꡣ��Ҫ�ķ�������ֻ��תһ�μ���š������ɵķ�ʽ������C���Ϳ��ڵ�Ȧ���ɵ�����ñ�£�ֻ�轫��ñ����һȦ֮��C�͵�Ȧ���ɴӿ��ڴ�ȡ�£��ﵽ��ȫ���ɵ�Ŀ�ġ��Ͻ�ʱ������֮��ֻ����תһȦ�Ϳɴﵽ˨����Ŀ�ġ����⣬���«�ķ�ʽҲ�ɴ�ɴ�Ŀ�ġ� ��εķ�������ʹ�����IJ�λ�߶ȹ̶��������ߵ�������λҪ���������߶ȣ����͵�������λ�ɼ��ϵ���Դﵽ���ĸ߶ȡ�ÿ��ģ��������λ�ĸ߶ȶ�������֮����ô��ñ���Ͻ���λҲ����ı䣬��˿ɼ����������ɵ���ת��������ȻҲ�ͼ������л�ʱ�䡣 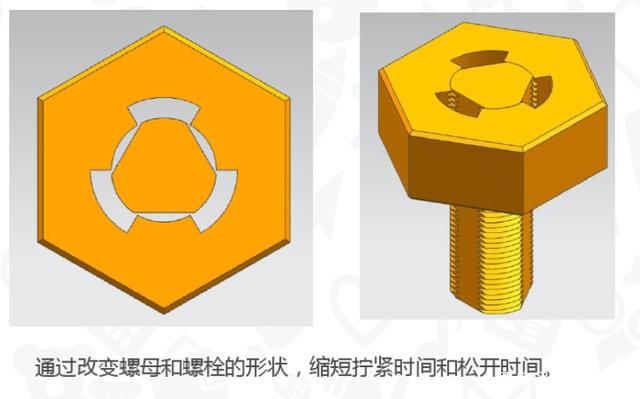

������������ Ҫ�ų��������˷����ڷ�����Ҫ����ס�������ķ����仰˵���ڻ������Ѿ��趨�õ�������Ҫ��Ϊ����ģ�ߣ����ֱ䶯�������Ͽɰ�����ҵ�ĵ��������Ƶ�����ҵ�������������趨��������Ҳ�������ж����ģ�ߣ�����ģ����ֻ����ģѨ��ĸ��ʽ���췽ʽ������ģ�ߵ��趨��������ɲ��ù��üоߵķ�ʽ����˫��ʽ�ķ�ʽ�����л���������һ�������ӹ��У�����һ�鱸���Ѿ��趨���ˣ��л�ʱֻ����ת�������������ﵽ�л���Ŀ�ġ�ģ�ߵĸ߶�������Ҳ���Խ�ʡ������̵�����������������λ�������ݶ�ʹ�õ�ģ�ߣ������趨������ͬ��̻�����������ʱ���趨һ�����壬����ȥ����һ������ȫ��ͬʱ�趨�á� ����Ҫ����Ҫȡ���Կ̶�ʽ���DZ�ʽ��ȡ��ֵ�ķ�ʽ���϶������������������Կ�桢��λ�������ȡ���趨�ķ�ʽ�����ٵ�����ʱ�䣬���������л�ʱ�䡣 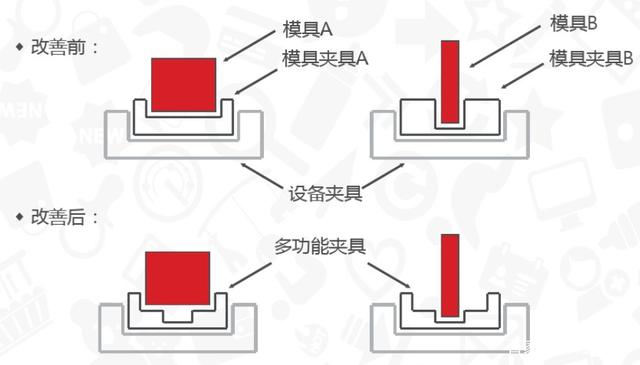
�����ߣ���ǰ�� ��ǰ����ҵ����������ҵ�Ĺ���������ҵ������ò��ã��ͻ�Ӱ������ҵ��˳�����У����л�ʱ��䳤�����磺����ҵû������ȫ��������ҵ��ʱ���Ҳ�������ĵ�������ģ�ߴ������ȣ��ͱ�����ʱͣ��������Ѱ��������ģ�ߣ��������ҵʱ��䳤�� 
��ǰ��ʶλ�� ���岽�裺 1.��������������ʱ�� 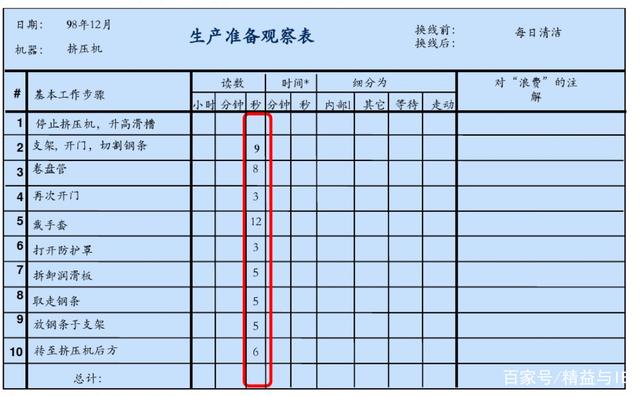
2.������ҵ���� 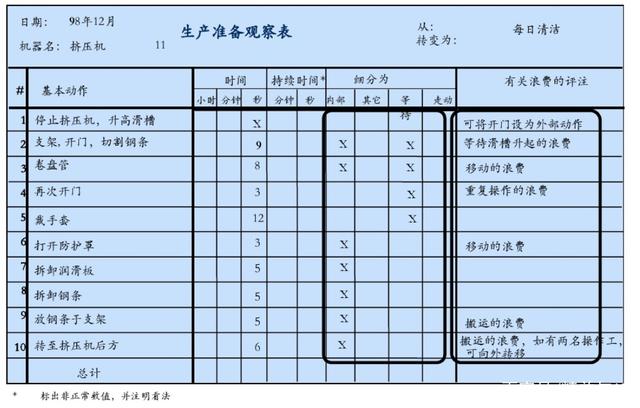
3.����ҵת��Ϊ����ҵ 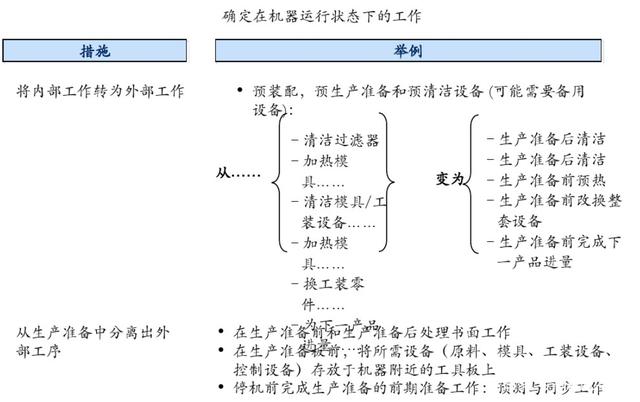
4.������ 
5.��������ҵʱ�� 
6.�����µ����������� |
- ��һƪ��һ���ִ��豸��������ʦ�ر�֪ʶ��ϵ
- ��һƪ��û����



̸̸���Ը����µĿ�