





ժҪ:���ԣ� �����������Ź˿�ѡ����������Զ��ƻ���Ӱ�죬�˿Ͷ������Ʒ�֡�С�������콻�ڡ����������������ڷ���ҵ��ӡˢҵ���ӽ�ҵ������ҵ�ȶ��������������������ͱ��ⲻ��Ƶ����ת���л��� ��ת��ʱ�䳤����ɴ����豸����ʱ�䣬ʹ���豸��Ч����
|
���ԣ� �����������Ź˿�ѡ����������Զ��ƻ���Ӱ�죬�˿Ͷ������Ʒ�֡�С�������콻�ڡ����������������ڷ���ҵ��ӡˢҵ���ӽ�ҵ������ҵ�ȶ��������������������ͱ��ⲻ��Ƶ����ת���л��� ��ת��ʱ�䳤����ɴ����豸����ʱ�䣬ʹ���豸��Ч����ʱ�������Ч�ʱ����ͣ���ʴ������ռ䡣����ҵ����SMED���ٻ�ģ�ж������̻�ģʱ����������Ҫ�� ʲô��SMED
SMED���ٻ�ģ��Single Minute Exchange of Die���ǽ�ģ�ߵĻ�ģʱ�䡢��������ʱ������ʱ��Ⱦ����ܼ��ٵ�һ�ֹ��̸Ľ�����,�Դﵽ���ת��Ч�ʣ����������������豸�����ߡ���ҵ��������Դ��������ҵ�����ɱ���SMED�Ǿ�������Ӧ�Զ�Ʒ�֡�С�����Ĺؼ��㣬���ձ�ר�������ط���1969������ģ�����Ϊ�κ�ģ�ߵĸ����������ڵ����ӣ�10�������ڣ�����ɣ������ֳƵ����ӿ��ٻ�ģ����10�����ڻ�ģ���� ʵʩSMED�ĺô��� ������� �������Ŀ�漴������ͻ�Ҫ�� �� ���ٽ��� ���̽���ʱ�伴�ʽ�ѹ�ڶ������� �� ����Ʒ�� ���ٵ��������п��ܵĴ��� �� ��Ч���� �����л���ͣ��ʱ����ζ�Ÿ��ߵ�����Ч�ʣ���OEE��� �� ʵ��JIT �������ٲ�Ʒ���ϳ�Ϊ���� ��ģʱ��ļ��ټ���ͣ��ʱ��͵���ʱ��ļ��٣���ζ������Ч�ʵ�������OEE��ߣ�ͬʱ����������Ʒ�֡�С���������������������������ԣ�����Ҫ����Ŀ�漴������ͻ�Ҫ���ʽ���Ҫѹ�ڶ���Ŀ���ϡ� С���������������ٴ�����Ʒ���ϵķ��ա���Ҳ����������ҵ��������ٻ�ģ��ԭ�����ڡ� ����������ͨ��һ���İ�����ֱ�۸���һ�¿��ٻ�ģ�ĺô��� ��һ������������������Ϊ100��, ���ڵĻ�ģʱ��Ϊ180����, ÿ����һ����Ʒ��ʱ��Ϊ1���ӣ���Ʒ�ۼ�Ϊ2Ԫ/����ÿ���ӵĹ�ʱƽ���ɱ�Ϊ0.8Ԫ�� ������������������Ƕ��٣� ����dz��� ���루100*2��-�����ɱ���180 100��*0.8= ����-24Ԫ ��������-0.24Ԫ �����Ļ������Ƿ��֣�ÿ����1����Ʒ���Ϳ���0.24Ԫ�� ��ô�������ˣ����ӯ���� ��ͳ�Ľ�������������������Ĵ�С�����ǰ�������100�����ӵ�1000�����ټ���һ�µ�λ�ɱ��� ���루1000*2��-�����ɱ���180 1000��*0.8= ����1056Ԫ ��������1.06Ԫ ��λ�ɱ�һ���Ӿʹ�2.24Ԫ/�����͵�0.94Ԫ/��������1.06Ԫ/���� ���ǣ��������900����ƽ��������0.16Ԫ/����������Щ���ռ���˴����ʽ𣬲�������ɱ��� ��һ���棬�����п�����˶�����������������Ŀͻ��Ľ�����, �����ƻ����Ÿ����ѡ� ������������һ�¾����������������ٻ�ģʱ�䣬��3Сʱ/�μ��ٵ�20����/�Σ��ټ���һ�µ�λ�ɱ��� ���루100*2��-�����ɱ���20 100��*0.8= ����104Ԫ ��������1.04Ԫ ��λ�ɱ�����57%������1.04Ԫ/����û�в�����棬�����������ͻ��Ķ����������������� ����ע�������ְ�������Դ�ڹ��ں�:���浳�����ߣ�����ΰ�� SMED������������Ҫ��
(1)���֡��ڲ���ҵ����͡��ⲿ��ҵ����� SMED��Ҫ������豸װ�������йصIJ�������Ϊ���ڲ���ҵ����͡��ⲿ��ҵ��� ǰ����ָ��Щֻ�����豸ֹͣ���кɽ��еIJ�������������ָ��Щ�ܹ����豸���й����н��еIJ����� (2)���١��ڲ���ҵ����� SMED��Ҫ���ܰ��ڲ���ҵ�ת��Ϊ�ⲿ��ҵ�������SMED���ĺ��ġ������ڲ���ҵ�ռ��ͣ��ʱ�䣬����Ҫ��������װ������ʱ�䣬��ؼ����ǰ��ڲ���ҵ����ٵ�����ȡ� (3)���̡��ڲ���ҵ��� ʱ�䡣 ���ڲ���ҵ��� ռ��ͣ��ʱ�䡣Ϊ�ˣ�SMED��Ҫ����ñ�Ҫ�ļ����ֶΣ����������̡��ڲ���ҵ��� ʱ�䡣ͬʱ��Ҫ���ⲿ��ҵ�������һ��Ҫ���豸���й��������ȫ�����ⲿ��ҵ������������Ϳ������豸ͣ����ĺܶ�ʱ����Ѹ������豸װ��������� SMEDʵʩ�ߴ���
��һ�������������Ŷ� ���ȣ�����Ҫ�齨һ֧�����Ŷӣ���Ա�����豸����ʦ�����չ���ʦ�������ֳ��Ĺ�����������������Ա����Ȼ������Ҫһλ��ϤSMED�����۵��鳤�� �鳤�����ã� һ�����������ƻ��ʼǰ��ѵ�Ŷӳ�ԱSMED��֪ʶ�� �������졢������ָ���Ŷӳ�Ա�ڸ��ƹ���������SMED�ķ������з������ơ� �ڶ���:�۲쵱ǰ������ 
�ɼ�Ŀǰ�йػ�ģ�����ݣ������ÿ������ʽ����¼���еĶ����粽�����ơ��ƶ����ȴ����ƶ����룬��ȥ��ʱ�䣬�ȴ�ʱ�䣬ͨ������С���Ա���Էdz�����Ľ����ġ����ơ����ۡ���¼��ͳ�Ƶȡ� �ڲɼ����ݹ����У�Ϊ��ȷ�����ݵ�ȷ��Ӧע��������� �� ȷ���۲���Ա���������߷�����Ա��������ͬ �� �۲�������ģ���� �C �ӻ�ģǰ���һ����Ʒֱ����ģ���һ����Ʒ �� ����ʱ������,��¼�����еĶ��� �� �����κ���������κλ��� �� ��Ҫ�ĵط�ͨ��¼���¼�� ������:�����ڲ����ⲿ����ҵ 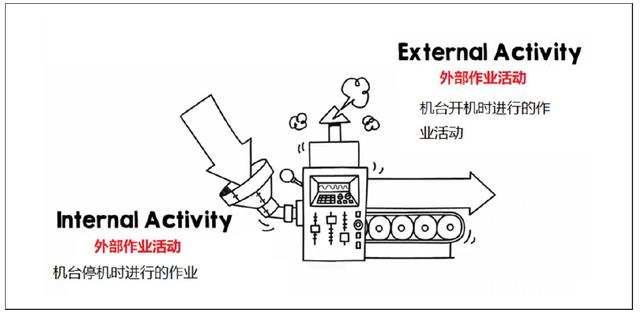
���ڲ��Ļ�ģʱ�����ⲿ��ģʱ�����ֿ���,���Դ�����̻�ģʱ�䣬�� �� �����ڶ����ռ����ĵ�ǰ���� �� ȷ����ͣ��ǰ������Щ��������� �� �������߸������̼�¼,��ÿ���������Աʹ�� ���IJ�:���ڲ���ҵת�Ƶ��ⲿ 
���ڲ���ҵת�Ƶ��ⲿ���Խ�һ�����̻�ģʱ��: �� ���ڲ��Ļ�����ϸ�ļ����� �� ����ڶ������ֵĻ��� �� ��˼����������µİ취�ʹ��� �� ���߱��� �� ����Ԥ�� �� ȷ��ÿ����Ʒ����ȷ��ʱ��ڷ�����ȷ��λ�èC���ߡ����̼�¼����ԭ���ϡ��������̼�����Ƭ��� ���岽: �����ڲ����� 
�ڼ����ڲ�����֮ǰ����Ҫ����ģ��������������Ҫ�����粿�ŵ��Ŷӹ�ͬ���ۡ����֡��ų���ģ�����е��˷ѡ� ����ķ��������������ֶ��ų���ģ�е��˷ѣ� �� ƽ����ҵ �� ��תʽһ���������� �� ����ʽ��ǯϵͳ �� ���߷��õķ���/λ��ͳһ �� ���ߵijߴ�ͳһ �� �ݶ�ͷ�ߴ�ͳһ �� ��ϸ�Ĺ��߸����� �� �������ã�������� ������: �����ⲿ��ҵ 
�������ڲ���ģʱ��֮�� ��Ӧ����취���ٻ��������ڼ�֧����Ա�Ĺ����� ͨ�������ֶθ����ⲿ��������: �� �ѹ��ߴ���ڻ����Ա� �� �ڻ����Ա����ֹ�����̨ �� �ѹ�ߴ���ڻ����Ա� �� ���ù��߸������ĺ˲��嵥 �� �ṩ��ϸ�Ĺ��߸������̼�¼�� ���߲�: ������ģ���� ���ٻ�ģ���ƵĹ����Ǹ�PDCA����ѭ�����̣����Ŷӳ�Ա��ͨ��3-4�ε�PDCAѭ�����Ƶij�Ա��Ҫͨ����������ģ����ҵҪ����ҵ���衢��ص������γ��ļ����Ŀ��ӻ���Ҫ���ҽ���Ҫ����ѵ��ص���Ա��ȷ��ÿ��ִ�в�������Ա���ܹ����ձ�������ҵҪ���������ģ�� |
- ��һƪ���������ϡ�20200910����ҵ��������֪ʶ���豸�������
- ��һƪ��û����



̸̸���Ը����µĿ�