





ժҪ:�豸�Ǵ������� ���������ҵ�����豸����п�ν�������ӡ������ǵļӹ�װ�䡢Ʒ�ʼ����顢�������͡���Ϣ�������������Ҫ�豸������������Խ��Խ�ߣ�����һ���桢�豸����ˮƽ�ĸߵ;������豸��״̬��ֱ��Ӱ�������������еijɱ�����ҵЧ�� ���żӹ���
|
�豸�Ǵ������� ���������ҵ�����豸����п�ν�������ӡ������ǵ��ӹ�װ�䡢Ʒ�ʼ����顢�������͡���Ϣ�������������Ҫ�豸������������Խ��Խ�ߣ�����һ���桢�豸����ˮƽ�ĸߵ;������豸��״̬��ֱ��Ӱ�������������еijɱ�����ҵЧ�� �����ӹ����ռ�Ʒ�ʼ��IJ��Ͻ������豸Ҳ�ڲ��Ͻ��������ӳ̶ȳɼ���ָ��������δ����ҵ4.0ʱ�����������죬�豸���Զ�����������Ϣ����AI�������ﻥ������ӭ����Ծ�Եķ�չ������豸�������Ѷȿ����֪ �����豸TPM��Ѿ���Ϊ�豸���������������й�Ҳ�õ��˼�����Ͽ������С���Ҳ������һ���ñ�����Ϊ���ĵ���֪������TPM�����Ϊ�˼����豸����ͣ��ʱ�䣬�Ӷ�����������Ч�ʣ�������֪����ν��ȫ�������ٲ���ȫ�棡TPM���ָ���϶�����4���㡱�����¹ʡ���ȱ�ݡ�����ϡ����˷����ɼ����ĸ�ά�ȣ����⡢TPM��������豸�������Ƶ������������ˡ������Ƶ�����������ν���豸���ˡ����ĺǻ���������TPM�����ҵ�ɱ���Ч���ӽ�������������ͨ��4�����Ŀ���������ﵽ������Դ��Ͷ�롢������Ч�Ĺ��� 

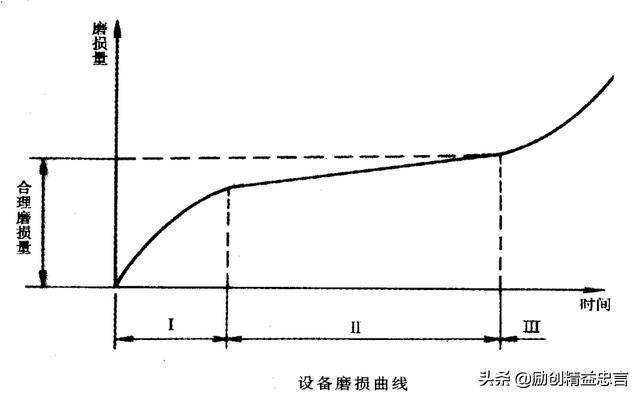
����֪�豸���豸3����������豸��Ȼ�����ĥ���ϻ���������ĥ�������ĥ�� �豸�����й��ɡ�ͻ���Թ��ϣ���żȻ���غ�������������ɵġ��Թ��ϣ��豸�������͡��ӻ�������� �豸�����Ҳֻ���ӻ�˥���ܴ������ָ����豸���ܣ�������������豸�����������ʡ���ȷ�ȡ��ٶȵȷ��棬������ͬ���͵����豸��ȡ�����������ڻ������� 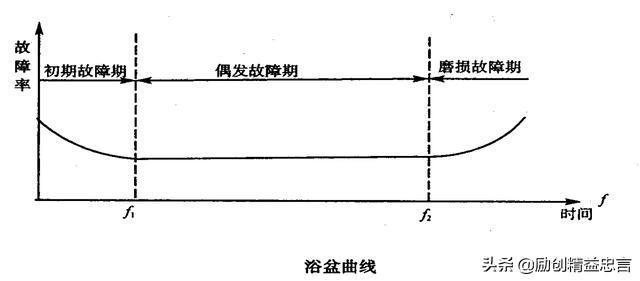

�豸����3�����������μ�ʱ�����豸��ĥ�����ϻ���ν����ϵķ�����������ӳ��豸���������� ���豸����3����̱����º�ά�ޡ������ޣ��������ޡ�ȱ������ǰ��������ͣЪʱ��ϳ��������ƻ����������������ƻ���Ӱ�������� Ԥ��ά�ޡ�������ĥ����ɺͼ���������豸��������֮ǰ�мƻ��ؽ���ά�ޡ����������ļƻ��ԣ�������������ǰ��������ʹ�豸����ͣЪʱ���Ϊ���� �ۺϹ������豸��������ʹ�����ϡ�ά�������뼼�ġ��������ϡ����������뾭�ù������ϡ�רҵ�����������������ϣ��Լ�Ԥ��Ϊ����ά��������ƻ������ء�ѡ����������豸����֯��װ�͵����豸�����ʹ���豸��ʱ�����뾫��ά���豸������ʱ������ʱ��������豸 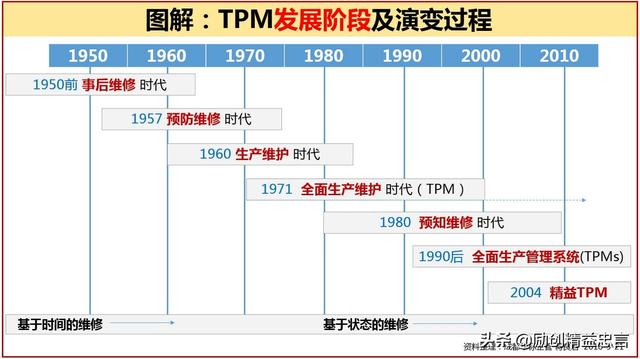
���豸�ۺϹ���2��ѧ�ɡ��豸�ۺϹ���ѧ��ʮ����70�������Ӣ���״����壺�豸�ۺϹ���ѧ��Ϊ��ʹ�豸�������ڷ��ôﵽ��õij̶ȣ����������ʲ����йع��̼����������������Լ�����ʵ��ҵ������ۺ��о��Ŀ�ѧ�ص㣺���о�Ŀ����ʹ�豸���������ڷ�����á����й������ʲ��Ĺ��̼���������������ȷ�����ۺϹ�����ѧ������豸�Ŀɿ��ԡ�ά������ơ����ǹ����豸һ�����ܵ�ϵͳ�ԵĹ������� ȫԱά�������ƶ�TPM�ձ�������ŷ���о��ɹ��Ļ���������ص㣺�����пɲ��������ݣ���Ŀ����ʹ�豸Ч����ߣ����ձ�����Ϊ�������ԡ�Productivity���������豸�����������ڵ�����ά����ȫϵͳ���漰���豸�����йص����в��š����߹������ŵ����㹤��ȫ����Ա��������ǿ˼���������չС��������ƽ�����ά�� ��TPM������1968��Nippon Denso���ձ���װ���״δ����ձ���ɫ��ȫԱ�����Ա�ȫ���ƣ�80%~90%һ��Ա��ֱ�Ӳ��롣ȫԱ������ά������Total Productive Maintenance�����TPM 
�豸�����������о����ҵʵ��һֱ��ʱ����������豸TPM������ϵ�Ѿ���Ϊ�豸���������������й�Ҳ�õ��˼�����Ͽ������С���Ҳ������һ���ñ�����Ϊ���ĵ���֪������TPM�����Ϊ�˼����豸����ͣ��ʱ�䣬�Ӷ�����������Ч�ʣ�������֪����ν��ȫ�������ٲ���ȫ�棡 TPM���ָ���϶�����4���㡱���¹ʣ���ȫS����ȱ�ݣ�Ʒ��Q������ϣ�Ч��P�����˷����ɱ�C���ɼ����ĸ�ά�ȣ����⡢TPM��������豸�������Ƶ������������ˡ������Ƶ�����������ν���豸���ˡ����ĺǻ���������TPM�����ҵ�ɱ���Ч���ӽ�������������ͨ��4�����Ŀ���������ﵽ������Դ��Ͷ�롢����������Ч�Ĺ��� ��TPM��ϵ���衿TPM��4��ͻ���豸���������۵㲻�������ϡ���������ȱ���豸������ҪȫԱ���룬�ر����豸������Ա��������ȫ��豸��Ԥ�������ɱ�ȫ�Ŷӵ�רҵά�������ƽ������Dz����Ŷӵ��ճ������豸������һ����Ч������ָ�꣺OEE 

TPM������ϵ�Ļ���ԭ�����ڡ�Ԥ�������ǡ��º���������˶��γ���Ԥ����3���ֶΣ�����ơ�����ά�����������ڼ��ޡ���Ȼ��ЩԤ���ֶ�����ʹ�õĹ��ߡ�����Ҳ��������Ƽ��Ľ������������� �豸TPM���2�־������������豸���������˵������豸���ˡ����ĺǻ��� 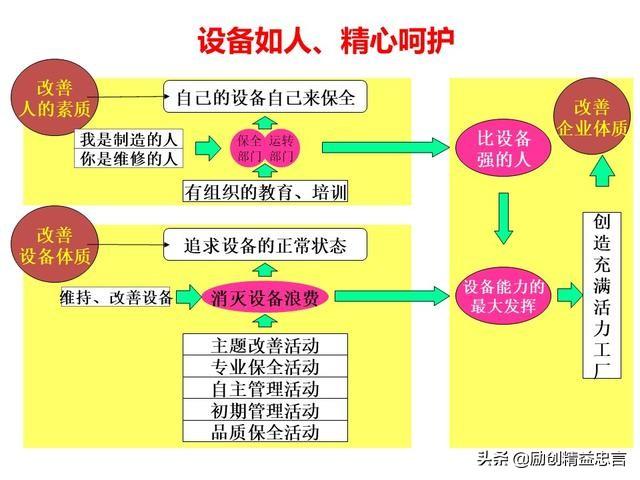
���豸ȱ����Ԫ�� �����ԡ��豸��ȱ�ݾ����豸������С���쳣��������ʱ����ֱ��Ӱ���豸����ת������ںܶ���ҵ����������Ų����ȣ���ʱ����ȱ�ݲ�û�еõ��㹻������ ��������֪�������ܶ��˲�����Ϊ����Σ���Լ��������쳣��ȱ�ݲ�δ���������豸���ٶ��ӻ���Ʒ�ʲ��������������̵����豸���ϣ���˲���õ��߶ȵ����ӣ�ֱ�����չ��Ϸ����˲�ȥ�����ޡ�����Ȳ����ϡ�Ԥ����������������ǡ����Ȳ����㡱��˼ά���ѹ��豸���ޡ�ά����Ա�����Գ��Լ��ǡ��Ȼ��Ա�� ��ȱ���Ƕ�̬�ģ�����������̶������豸��һϵ����������磺�ӻ��������½���������ͣ�������������豸����Ա�İ�ȫ�¹��豸��5��״̬��������ȱ�ݡ��ӻ�����ϡ��¹� 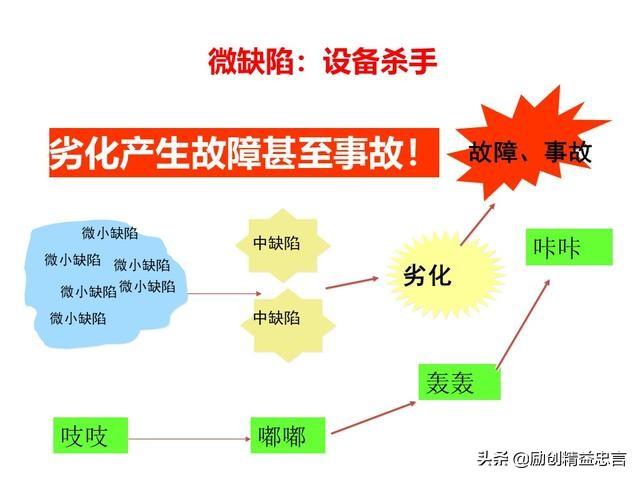
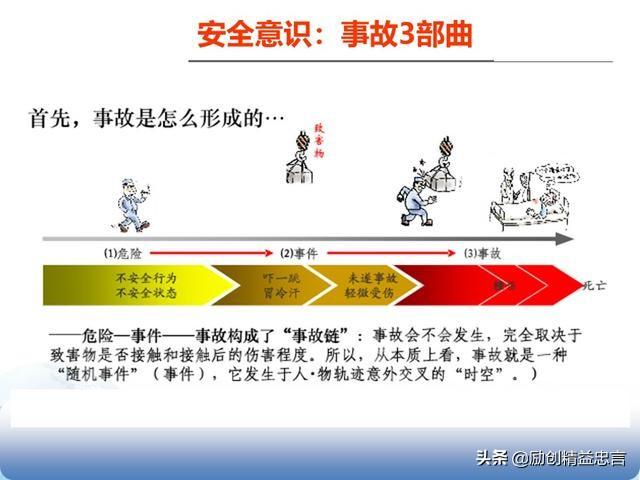
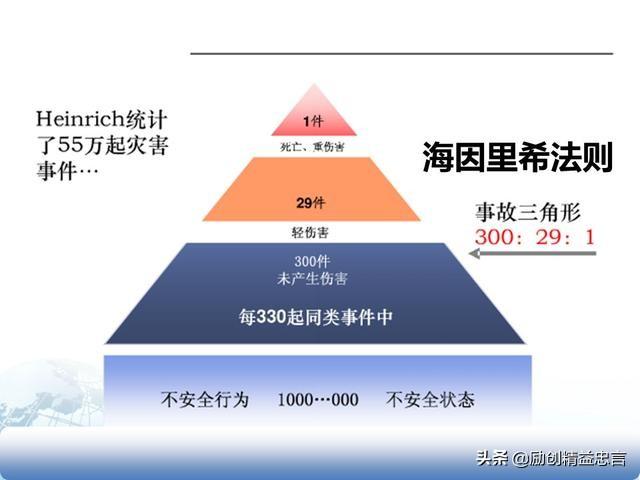
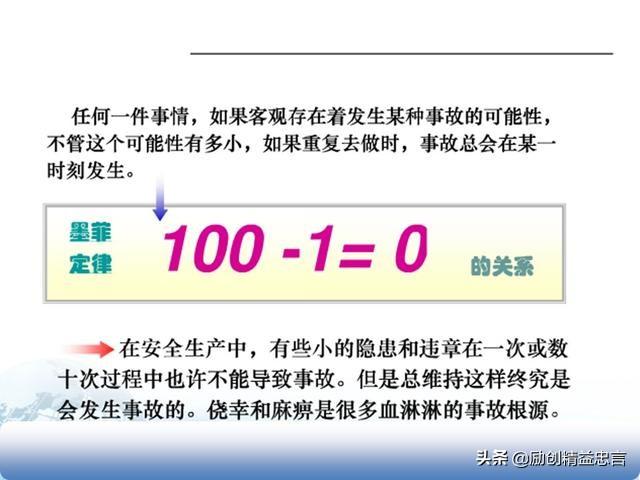
ȱ�ݵ�ȷ���Է��࣬������һ����Σ����ȱ���ǰ�ȫ����������ɲ��ɵ������ġ���������ɻ���ս�ߺŵı�ը����������Ϊһö���۵��ܷ�Ȧ����ʱ�������¡�����ν��ǧ��֮�̻�����Ѩ���������IJ�ʹ��������ö�ٰ�ȫ�¹ʵķ��������������Ĺ��ɣ�Σ�գ����������¼������Ż��¹�δ�죩���¹ʣ����ˡ����ˡ�����������˿��Կ������е��¹�Դ�ڡ�����ȫ����Ϊ����������������ϣ����1:29:300���ǰ�ȫר���Ƕ�����о��ɹ�ī�ƶ���100��1=0���Ǹ�����ǣ���ȫӦ����һƱ����� 

�ӳɱ��Ƕ�����������ȱ������С���쳣���������ȱ������Ĵ��ۼ��͡����ȱ���������豸�ӻ������ϡ�������ȫ�¹ʣ�Ϊ�˶������ľ�����������ÿ��ܼ�Ϊ�߰������Ա�����Ϊ������ȱ���������Ԥ��������Ҳ�Ǵ�����С�ľ�ƫ��ʩ���� ȱ�ݵķ���5�ೣ��ȱ���豸�쳣����豸״̬�IJ����������磺���Ρ���������ð��©�������۰�ȫ������Ʒ��覴õ����ܵ����ӹ���Ʒ��Ʒ�ʲ����������ѵ�����磺�豸���ڼ��ͣ�����ǹ�����ڵ��豸��û���κκ��ֱ�ע�Ļ���ʱ����������������ҵ���졢ά�������Ļ����ҡ������������������ҵ� 


�й�����Դ������ȾԴ��ɨ����Դ����Դ�˷�Դȱ��ԴΣ��Դ ��ȱ�������Ǹ������۵����ԴԤ��ͨ����졢Ѳ�졢ά���������ֶη���ȱ�����ſƼ��Ľ������ر��ǰ������������졢��ҵ4.0ʱ�����˳��������������ֻ��������ݡ��ƴ�����AI���ܵȼ��������Ӧ�ã�����ȱ�ݵ��ֶ�Ҳ�����������˵Ĵ�ͳģʽ����չ���˸�Ϊ��ѧ�����ġ�������ϡ�״̬���ޡ�ģʽ����������й��ڶ���ҵδ�������Ĵ���ʱ�㱨������ȱ�ݼ�ʱ���żƻ������й�������ȱ�� 

��ȷ����OEE ��ȷ����������ʧ�������豸�ɶ������ܶ���TEEP��Total Effective Equipment Performance�����豸����Ч�ʱ��֣�ʵ������ָ���豸���ۺ��ɶ����������磺��Ϊ������������µ�ͣ����ʧҲ��������ڃȣ����Dz��������� OEE��Overall Equipment Efficiency�����豸�ۺ�Ч�ʣ�ʵ������ָ���豸���ۺ��ܶ��ʡ�����������������豸��״̬���������ij�������أ����ڹ��������� ����IE��Ŀ�ľ���Ϊ�������˷���������ҵЧ�ʡ�ʹ��ȷ������ʱST��Ϊ��ҵЧ�������Ļ���IE�����Ҳ���ѧ�ķ�ʽ������������õ��豸���̨��Ч���ָ����ȷ�����������أ� ���豸�����ڶ������ָ����ϵ�У����豸�ۺ�Ч��OEE����һ���ĺ���ָ�ꡣ�����Էdz���ȷ�ؼ��㲢�������豸���ܵ���ʧ�ʣ�����֮��OEE���ݵ�������ֱ�Ӵ������豸������ʧ�Ľ��ͣ�Ҳ��ζ������Ч�ʵ����� 
OEE�����г����Ļ����ڱ��߶������ҵ��ѵ�������ѯ��ʵ���У�ȴ�������ڶ����ҷ�����˼��ͻ�����⣬���磺��ȫû��OEE��ͳ���������OEE�ļ��㹫ʽ����ٳ������Ź�˾�����ֹ�˾֮�������ͳһ���������ݲ�ȷ�����¼���ƫ��ȵȡ��������Ϊ�����ȷ����OEE���ϸ������Ϊ�豸������Ч�������ġ�����ҩ���� �ڶ���ҵ��Ȼû�е���OEEָ�굱Ȼ�豸��������ʹ��������ָ�꣬���磺ƽ�����ϼ��ʱ�䡢ƽ��������ʧʱ�䡣��OEE��Ϊһ������ָ����뵼����ڷǹؼ����豸����ʱ���Բ�ʹ��OEE���� ��Щ��ҵ��Ȼ������OEE�������㹫ʽ����ٳ������Ҳ�ͬ�ӹ�˾֮���ͬ�ķֳ�֮��Ҳ����ȫ��ͬ����������û�пɱ��ԣ� û������豸���̨�ļ�¼��������Ҫ��¼������û����ȷ��ȷ�ļ�¼���������ȷ�ؼ��� ���ܼڶ��ʵļ����������豸����ʱST�����������ܣ��������Ǽ�¼�����ݡ�������ƻ�ⶨ�õ���������ERPϵͳ�л������ܿصĻ�������Master Data����Щ��ҵ��STʮ�ֲ�ȷ��û�м�ʱ���»���ʮ�ֵIJ����ƣ��⽫����OEE�ļ��㲻ȷ������������ ������˶�����ֵ�����������ÿ�����ֵ�ST��ͬ��ʱ����μ������л����ۺ�֮���OEE�أ� ��ij��������Ԫ�ɶ�̨�豸���Ӷ��ɣ���Ʒ�ʼ��ֻ������ĩ���豸�ӹ�֮�����ʵʩ�ij��ϣ����ѡ��OEE�Ĺ��������أ� ֻ���մλ�̨������û��ʵʩOEE���¶�ͳ������� 
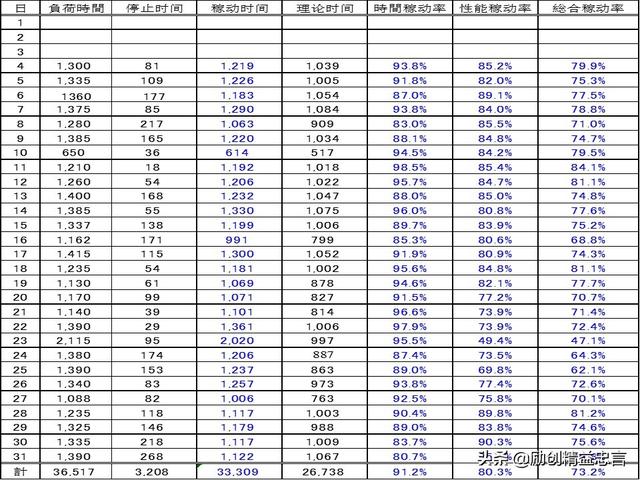
OEE��ȷ�ļ��㹫ʽ�豸������ʧ6�����ع��ϵ���������ת����ͣ�ٶ����ӹ��������ڲ��� OEE���ɵ�3��ά������ʱ��Ч����ת����Ч��Ʒ����Ʒ�� OEE��ȷ���������㹫ʽ�豸�ۺ�Ч�� ��Overrall Equipment Effectiveness��= ����ʱ��Ч�� ����ת����Ч�� ��һ����Ʒ�� ��100 % 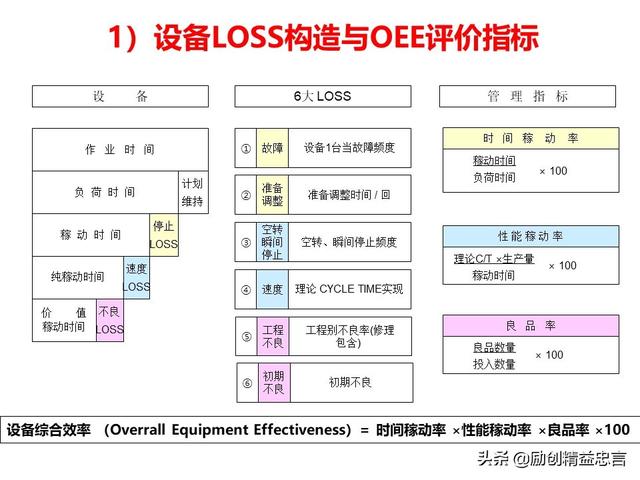
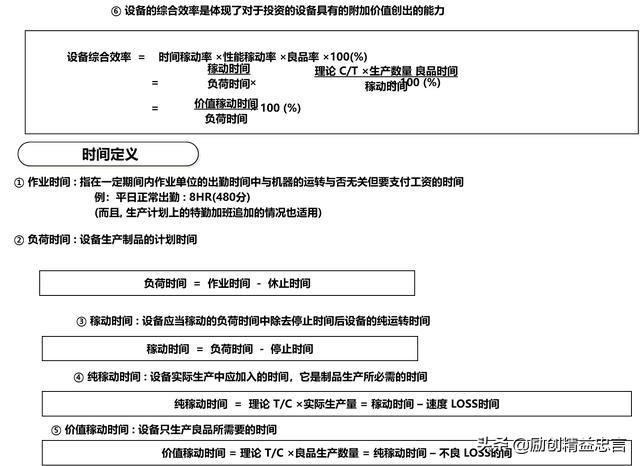
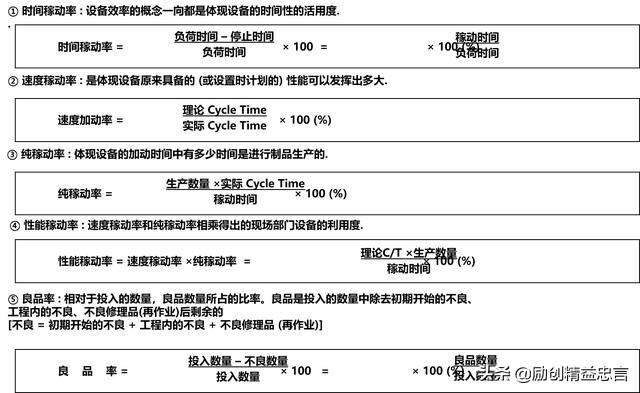
�ؼ���˵��������ʱ�䡱-��ֹͣʱ�䡱=����תʱ�䡱������ʱ�䡢ֹͣʱ���DZ���ͨ��ԭʼ��̨��¼����������ġ�ֹͣʱ�䡱ֻ�����ڼ���ʱ��Ч�ʣ��ڼ�������Ч���DZ���ʹ�á���תʱ�䡱���в����ٶ�ʹ�á�����ʱ�䡱���������Ч��ʱ����Ҫʹ�á�����ʱST�������ܡ���������ͨ��ԭʼ��̨��¼����������������豸��ƽξ��Ѿ�ȷ���ġ�������������������ERPϵͳ�����ڻ�������Master Data�����STȱʧ������������Ч�ʡ���ST��ȷ����������Ч�ʵļ������ƫ���Ʒ��Ч������ʾ���ǡ�һ��Ʒ�ʺϸ��ʡ���Ҳ����Ϊ��Ʒ��ֱͨ�ʡ������Բ�����ʹ��������Ʒ�� OEE����ֱ�ӻ���ɲ�����ʧֻ����˼����OEE������ȷ�Ĺ������塣��1-OEE���ó����������þ��Dz�����ʧ�İٷֱȣ����磺87%��OEE����ζ�Ų�����ʧǡ����13% OEE����ֱ�����������豸�IJ�����ʧ��״������֮��ȻҲ�����������������ijɹ����ر��Dz����Ե�Ч�档���磺OEE����8%����ζ�Ų���������8%�����˻���ɲ������ٸ��ݲ�Ʒ�������������ֱ�Ӽ��������������� OEE������������ˮƽ����ֽ̨���ֹ������м�ˮƽ���豸�ڲؼ�¼���˹�������ˮƽ��MESϵͳʵʱ�ռ��豸�ڲ����ݣ���ʱ�������ƶ��ն� 

OEE��������Ŀ��OEE����ֻ�ܷ�Ӧ�豸����״�������ܸ�֪����IJ���ԭ����������Զ���������Բ� ���ͨ���豸���������������������OEE����˶�Ϊ��ҵ�����˾���Ч�����OEE����������Ŀ�ģ� ����OEE�������������豸����Ч�ʣ��������ֳ��豸�Ǵ������� ����ܰ��ʾ���ĺ��������Ȥ��Ҫ���ǵ�����Ͻǡ���ע���������Ϳ���ÿ���ȡ��ͷ����ר��������֪ʶ��ӭ��ҹ�ע�����ۡ��ղء�ת���뽻�������ָ����ͽ̣� |
- ��һƪ������ģ�壬�������γ�ѹ���ٻ�ģϵͳ
- ��һƪ��û����



̸̸���Ը����µĿ�