





ժҪ:ij������������ҵһ�λ�ģʱ��ƽ��33���ӣ���Կͻ����ֲ�Ʒ������һ�����ٸ���ģ��2�Σ�Ҳ����66���ӵĹ�ʱ��һ����ι���12Сʱ��Ҳ����9.2%ʱ��Ч����ʧ�����ҿͻ����ڲ�ƷƷ�ֵ�����Խ��Խ�࣬������ο��ٻ�ģ��Ϊ����ҵ���ٵ�һ����⡣ ��״���� ��
|
ij������������ҵһ�λ�ģʱ��ƽ��33���ӣ���Կͻ����ֲ�Ʒ��������һ�����ٸ���ģ��2�Σ�Ҳ����66���ӵĹ�ʱ��һ����ι���12Сʱ��Ҳ����9.2%ʱ��Ч����ʧ�����ҿͻ����ڲ�ƷƷ�ֵ�����Խ��Խ�࣬����������ٻ�ģ��Ϊ����ҵ���ٵ�һ����⡣ ��״���� �ֵ�����Ĺ۲���ҵ���̣������ܵ�Ѱ�Ҹ���������㡣 ��1������ɢ�䣬��ȡ���� 
��2��ģ��С���������� 
��3����˿š����ʱ 
���� ��ȷ����˼· ����ͼ��ͨ����ҵ��ϸ�ֺ��Ż����û�ģʱ����̻��� 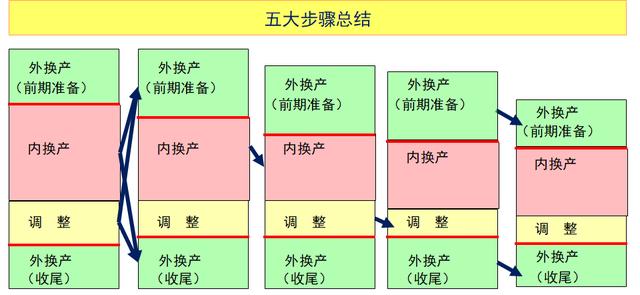
�Բ��ƶ���Ŀ���趨 1���ƶ���ģ����ҵ 2����װ���ߵĸĽ������ö�λ 3������ҵ���ƶ�����ѵ ͨ����������������Ŀ��ʵ�ָ�λ����ģ�� �Բ�ʵʩ ��ȷʵʩ��Ա��ȫ���Ը���չ���������� ��1���ƶ���ģ����ҵ 
��2����װ���ߵĸĽ� 
��3������ҵ�ƶ� 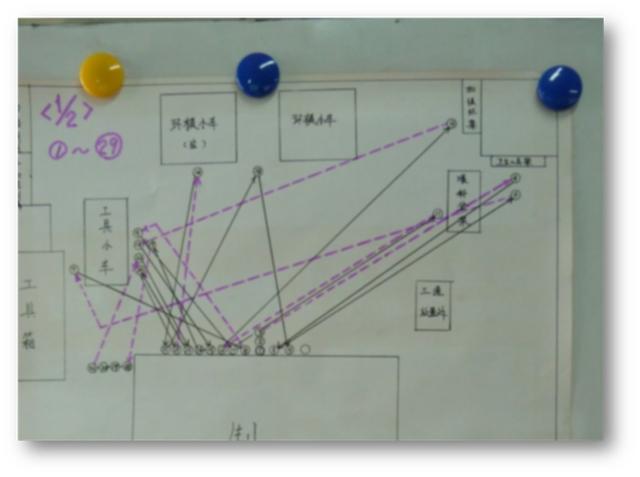
Ч��ȷ�� ͨ��������������ģʱ��������75%��ʵ���˸�λ����ģ��ͬʱ������ҵ���Ͷ�ǿ�ȴ�ͣ����ڹ�˾��˵��Ӧ�Կͻ���Ʒ�ֵ�����Ҳ���߾������� ���ϣ����κ����ʻ��߽��鶼���������뾫�����ʵ����СY�������ۡ���������Ķ��������������Ͱ�����Ҳϣ��������ת���£��ø���������棡 ����ϵ��009 ��л��ע |
- ��һƪ����������ҵ��չ�豸������ʵ��ȫ������˼·����
- ��һƪ��û����



̸̸���Ը����µĿ�