





ժҪ:ȫ���ܼ�4897�֣����Ķ�10���ӣ�����Ϊ���ģ� 01 �����ٻ�ģSMED��ϵͳ����˼����� �Է���������ʽ���ԣ����˵������ȵ����̻�ģʱ�䣬����������ĵİ��ء���Ҳ�����Թ���ʵ�� �������ǣ���������ԡ��ӵ�������Ϊ����ϣ������Ļ����������ʵģ���
|
ȫ���ܼ�4897�֣����Ķ�10���ӣ�����Ϊ���ģ� 01 �Է���������ʽ���ԣ����˵������ȵ����̻�ģʱ�䣬����������ĵİ��ء���Ҳ�����Թ���ʵ�� �������ǣ���������ԡ��ӵ�������Ϊ����ϣ��������Ļ����������ʵģ���������Ҫ�������ģʱ�䳤����һ���ƹ������⡣ ��һֱ�ԡ����̻�ģʱ�䡱�����Ÿ߶ȵ���Ȥ������ε�������1970�꣬�ҷ��ʷ�������ʱ����˵����ʱ����1000t��ѹ����ģ����Ҫ4Сʱ�������µĴ���������˾ֻ��Ҫ2Сʱ���� ��������Ž����һ���⣬�������˰����ʱ�����������ڳɹ��ؽ���ģʱ�����̵��ˡ�1.5Сʱ��������Ϊ�������ڳ����˴���������˾�����ˡ� ��Լ����2-3���£����ٴη��ʷ�������ʱ���ұ���֪�������߲�Ҫ������1000t��ѹ���Ļ�ģʱ�����̵�3���ӡ��������롰���Ǹ����⣬Ҫ��ô���أ��� ͻȻ���է�֣��뵽�������ڲ���ģ���ijɡ��ⲿ��ģ���ͺ��ˡ������ǣ��ظ��ֳ�ʵʩ�����ٻ�ģSMEDϵͳ�����뷨�� �������ļ����£����ǽ���ģʱ������ʵʵ�����̵���3���ӡ� ��ʱ������Ȼ���š�����ģʱ���4Сʱ������1.5Сʱ�Ѿ��dz��˲����ˣ�Ϊ���������3��������ɡ��������Ͽ�Ҫ���أ����� ���������Ҷԡ�����������ʽ�����о�����������̵ظо�������Ϊ��Ҫ���������״����ʵ�ֽӵ�����������ʵʩС����������Ϊ�ˣ��������������̻�ģʱ�䡯������Թ����۵���������� ͬʱ��Ҳ����������������ʽ�ĺ��İ���֮һ�����Dz��á����ٻ�ģSMEDϵͳ������ ���ǽ�˵����������ʽ�ľ��ü�������Ϊ��������Ҫ3Сʱ�Ļ�ģʱ�䣬�ڶ̶̵�ʱ���ڣ�ֻҪ3���ӾͿ���ɡ������Ƿ��ʾ��������Ա�����˷�ʱ���أ��� �����Ľ����ǻ��ڷ�dz����ʶ�����µij�����⣬Ӧ��˵����֮�����ܹ����̻�ģʱ�䣬���ǡ�����ǿ�ȡ������⣬���ǻ��ڡ���ʶ�������Ŀ�ѧ������ʵ�ֵġ�˼������� ����Щ�˴ӡ��������ɡ������������ͣ���Ϊ���ܽ�����ģ�ߵ�ʱ���3Сʱ���̵�1/60��3���ӣ��Թ�ʽ��֮����Ҫ34��ε���ϰ�����������30���ʱ�䣬����������ͨ����ϰ�����Ŀ������Ҫ��ʱ�䡣 ����֮��������IJ��䣺����Ȼ���̻�ģʱ��ijɹ���ֻ�ǿ���ϰ��Ҳ�����˹�װ�оߵ������������ĸ����ȵȣ�����з����˵��ǻ��벻���侫���������Ľ������ �����ڷ���������˾��ֻ����3���µ�ʱ�䣬�ͽ���ģʱ���3Сʱ���̵�3���ӡ� �����ⲻ���������ɵ����⣬������Ϊ�С���ѧ�ġ����ٻ�ģSMEDϵͳ��֧�ֵĹ�ϵ���� ������鲻ֻ���ڷ��������������ձ���ҵ�������ڼ������ڣ�����ģ�ߵ�ʱ����Ա����̵�1/20��������ǧ�����ӿ���֤������ ͬʱ���ȽϷ���������ѹ�Ļ�ģʱ��������ˮƽ�Ļ�����5��ʾ���������ij�ѹ����ģʱ�����Ķ����������ҡ� 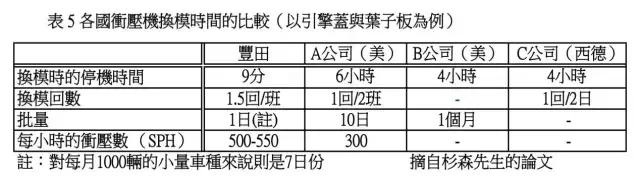
02 �ڽ�10��ʵ�����С����ٻ�ģSMEDϵͳ��ʱ����Ȼ����˼��֮ǰ��˵�����ġ�Ϊ���ٻ�ģ�ġ�8��������ɡ�������Щ����������Ȼ����Ҫ��������Ҫ���ص��Ũ��������4�㣺 �� ��ȷ�����֡��ڲ���ģ���롰�ⲿ��ģ���� �� �����ؽ����ڲ���ģ��ת���ɡ��ⲿ��ģ���� �� ���������Ե������оߣ��ر���Ҫ˼��������˨������ �� ������������������ ��Ϊ������Ƿdz�dz�Ե����ݣ��ڴ�ʡ�Բ���˵�������¶Ԣ���ܼ���˵���� 03 ���������Ե������� ����˨��������ñ������ʱ����ִ���������������� �� ���Ž���ñ������˨��Ƕ��Լһ������ �� ����ת��ñ �� ֱ�����һ�������������������Ť�� ����Щ�����У������ѵ�������1��Ҫ�����µ������� �� ����ñ����˨������ �� ��ñ��������˨��ֱ�ǵ�װ�� ������������ϵij̶ȣ���ñ�;�����װ����˨�����������ʱ���ϱȽϻ�ʱ�䡣 ��˻������µ��뷨�����Ƿ��в��ؽ���ñ����˨�ϲ������Ϳ���������µķ����أ��� ���뵽������Ȼ��ñ����˨������ֻ�����һ������Ч�ģ���ô����ʱ���Ƿ�ҲֻҪ���������һ�������Ϳ����ˣ��� ��Щ���뷨������Ԥ�ϵģ���δ����ֵ����⡣ ��һ�����������ĸ����ֳ����ˣ����ڻ�ģʱ����ֻ�������������һ�������������תһ����ÿһ������10����Բ���� ����������������������� �� ��һ����ף���Χ��12֧��˨�������ϵ���˨�ױ��ijɡ����Ρ�״����ͼ29-1����Ҳͬʱʹ���ˡ�U�ε�Ƭ���� ֻҪ����һ����ȡ��U�ε�Ƭ����������ʱ�ӷ�����ת�����εĴ��λ�ã��Ϳ�ȡ�¸��ӣ�����˨��ñ������ԭ�����������������˼�����л�ʱ�䡣 �� S��ҵ��˾������������ߵĹ���������Ϊ��ȡ��������ɵĵ��࣬����Ҫ����ж����ñ����Ƭ������������ͼ 29-2�������� ʹ���⾶С���������ھ�����ñ������ʹ��U�͵�Ƭ��ѹ����Ҫȡ�µ�����ʱ�� �� �����ɿ�һ����������ñ �� ȡ��U�͵�Ƭ �� ������������˨�ϵ���ñ��ȡ��������ɵĵ����� �����л���һ����Ʒ��ʱ����ٵ�������1/10�� �� ��������FM��˾��������Ҫ����2Сʱ������ģ�ߣ����������2���ӡ�����������У���Ҳ������˵����ֻ�����ɿ�һ���Ϳɸ���ģ�ߣ������ɿ�����һ����ÿһ����Ҫ��������1000Ԫ�������ǿ�������ͼ29-3�ķ����� �� ����˨�������ֳ����ȷݣ�ÿ��һ�ȷ���ȥ������ �� �������˨����ñҲ�編���ơ� �� ����ʱ������ñ�������IJ�������˨��û�������IJ��֣�ֱ���ײ���������һ�����ɡ� ���ǵ���ʵ�֡�һ���ͽ�������Ȼ��ʱ����ñ�DZ�һ�����ñҪ��һЩ�� ���������һ�㣬����Ҫ˼�������������Ĺ̶������������Ǹ���Ч�ʵĹ̶���ʽ���Ͼ���������������Ŀ���ǹ̶����� �ǰ�������˨ֻ�ǹ̶�ijЩ�����ķ����е�һ��������������Ĺ���ʦ����Ϊ��Ҫ�̶���������Ȼ������˨���� ���Ƕ���Ϊ���������ܡ���������Ҫȥ˼������������ķ������̶������硰�֡�Ш�ӵȡ������ߺܶೡ�Ͽ�ʹ�ø��ġ�Ƕ�ϡ��� Ҳ���ǡ���ʽ��һ�ľͺá��ķ����� �ڴ�״���£��dz���Ҫ����Ҫ˼���������ķ��� ���������ķ���������������X����������Y����ǰ���Z���������¡�����ʱ�������˼������һ��������Ҫ�����������ɲ��÷dz��Ĺ̶������� �� �Գ�ѹ����ģ��Ϊ����ģ�߱�����ǰ�����Ҳ�û�д���������ɣ�ֻ��Ҫ�Ĺ̶��������ɡ����ڴ�ֱ�ķ��� �� ��ģ������֧�������·��������� �� ��ģ��ֻ��Ҫ���䱾���������������µĹ̶����ɣ� �� ���ĸ�������������ģ�Ӵ�ʱ��ѹ���� �����������˼���Ļ��� �� ������ģ����ijߴ�������ʹ��L�εĶ�λ�飬����ɶ�λ��0.15mm����Χ�ڣ�ֻ��ǰ����ƶ���ʹ��Ш�����̶��� �����ַ�����50t���µij�ѹ��ģ�߾Ϳɼ����ƽ���������ʽ����ģ��һ��ֻҪ��15�뼴�ɡ���Ȼ�ڴ�״���£������Ƚ�ģ�߸߶������� �� 8�������ж�λ������������������Ƕ�ϣ�����λ�����ڻ����ı��棬�����dz������㡣 Ȼ����λ����Ŀ���ǡ���ס��Ʒ�������ߴ硱������������µ������� �� ��������������ԲͲ(��)��Ƕ�� �� ��װ�䲿�������ۣ��Ӷ�λ���������ɣ�����װ�䲿�Ĺ��ۣ����������䵯��ȷ����λ��������λ �ڴ˰����У������봹ֱ������ԲͲ״��Ƕ�����̶�������ǰ����������û�У�������������ԲͲ�ĵײ������ܡ� �������ķ�����ȫ������������Ĺ��ܣ�������ģ�ߵ�ʱ��������̵�ԭ����1/10�� һ����˼���������������ʱ�������̵ػ�ѡ�����硰��ѹ����ѹ���ߴ�������װ�á��Ȱ����װ�ã�����������ġ���ȷ����֪�̶��Ĺ��ܡ��������˼������������Ҽķ����� 04 �������� Ϊ�����̸���ģ�ߵ�ʱ�䣬����Ҫ���Dz�Ҫ������Ҳ����Ҫ�ԡ��������ã�����Ҫ����������������ȷ�����⡣ ��Ϊ�����߾��в�ͬ���ص㣬��һ�㶼û�б���ȷ�����⡣ �� ���á���������ƿ����Ѿ�����ǰ��װ����һ������λ�õĻ���ֻҪһ�ξͿ�ȷ�ض�λ��������Ҫ������ �� ���������ƶ����ƿ���֮����������е����ǰ���ƶ���������ȷ�����ƿ��ص���ȷλ�á� ���˳Ծ����ǣ������˾�Ȼ����Ϊ�����������Ǹ���ģ����ҵ��һ���ݡ��� ��ˣ�Ϊ���ܡ���������������Ч���뷨�ǡ���С������ϵͳ���� �� ��������Ҫ�������ƿ��صĵط�������ǰ���ڸ�λ��װ��������ƿ��ء��� ���ֱ���϶����ĵ�Դ���أ����ϣ���ڶ���λ�õ����ƿ������������õڶ�������ͨ������������������ƿ�����ͨ�硣 ��ôһ���Ϳ�ʵ�֡�һ�����л����ƿ��ء���ͬʱ��ȫ����Ҫ������Ҳ������ν������������ֻ�л����ܡ����뷨�� �� ��һ����ҵ��Ҫ�������������һ������˿�Ŀס�����8���᳤�������Ҫ���������������λ������ÿ���ƶ���λ��������Ҫ������ ������ʹ����һ��Բ�̣�װ����8�ֺ�ȵĶ�λ����ֻҪ����᳤�������Ӧ�Ķ�λ��ת����������ȫ����Ҫ���������ҿ��ԡ�һ����λ������ͼ21��p80�� �� ��һ�����������������Զ������������־�������λ�õġ�����װ�оߡ���������װ�õ���֮��Ϊ�˵�������Ҫ�߶ȵļ�����ü�Сʱ��ʱ�䡣 ����������ԲͲ����Ե�����൱�������ֹ�װ�оߵĹ��ۡ�����Ʒ���ʱ��ֻҪ��תԲͲ�ͻ���װ�оߣ����������λ�ò��ϲ������������̸�����װ�оߵ�ʱ�䣬ֻ�輸���Ӷ�����ȫ����Ҫ�����ļ����� �������µİ����� �� Ϊ������������״���ɵĻ�������Ҫ����6�ֲ�ͬ�ĵ��ɸ߶ȡ������Ҫ��ת�ݸ���������λ����λ�á�����֮��Ҫ���������Ľ���ٵ����� Ϊ�ˣ��������ݸ˵�������������������ײ����˿ɷֱ�Ƕ�ϵ���������Ķ�λ��װ�оߣ����ֻҪ���������������ض��Ķ�λ��װ�о��ڶ�λ���У���˲���Ҫ���������趨������λ�á� �����������ʹ���ݸ�������λ�ã�������Ȼ�������䱸��װ�þ������ҿ���������λ�õĹ��ܣ�������ֻ��Ҫ�����ҽεľ���λ�õĹ��ܡ��� ���Ե�������Ҫ����λ����100mm�ƶ���120mmʱ�����Dz�����Ҫ�����ش�100.1mm, 100.2mm, 100.3mm, (���α༭����������) |
- ��һƪ�����ٻ��ͻ�����SMED��
- ��һƪ��û����



̸̸���Ը����µĿ�