





ժҪ:����|�캣�� ��Դ|�����̳ ȫ���ܼ�2763�֣����Ķ�7���ӣ�����Ϊ���ģ� 01 �������ҷ������dz�ѹ��ҵ��������֮�������ٻ�ģ�� ���ٻ�ģһ���ܹ�ֱ�ӽ��ͻ�ģʱ�䣬����豸�����ʣ����ǿ���ͨ�����̻�ģʱ�����ӻ�ģ�������ı����������ģʽ�����ٿ��
|
����|�캣�� ��Դ|�����̳ ȫ���ܼ�2763�֣����Ķ�7���ӣ�����Ϊ���ģ� 01 �������ҷ������dz�ѹ��ҵ��������֮�������ٻ�ģ�� ���ٻ�ģһ���ܹ�ֱ�ӽ��ͻ�ģʱ�䣬����豸�����ʣ����ǿ���ͨ�����̻�ģʱ�����ӻ�ģ�������ı����������ģʽ����������� �������ٻ�ģ����ϸ֪ʶ�Ժ�����ٸ���ҷ��������ﲻ������ 
�����ҽ����ĸ��������ҷ����� һ����ҵ������Ϣ����ҵ�ص㣻 ������Ŀָ����״���� ������Ŀ�ƽ����輰Ҫ�㣻 �ġ��ͻ����ۡ� 
�����������˽�һ����ҵ�Ļ�����Ϣ�� ����ҵ���ڳ�ѹ�豸Ϊ���ġ��������������ҵ�������IJ�Ʒ���̹��ܼ������Ӽ�Ϊ������Ҫ�ͻ����ֶ��֡����������ǡ����ء��������ղ�������С�������ǵϵȳ��� ������Ҫ�в��С���ѹ���͡�����װ�估����װ�������̡� 02 ����ҵ��Ҫ�ص���ʲô�أ� ����ǰ����߹滮���Թ�������������������ܵľ߱����������⣬���������¼������⣺ 1���ͻ��ࡢ��Ʒ�ͺŷḻ����ģʱ�䳤�����ܿ����л���Ϊ����Ӧ�ͻ�����������ֻ�ܴ��������������ȷ���� 2���豸��ģ���ͺŹ�������������ƥ��ƻ�����������豸��ģ���˷��� ���θ������Ҫ����һ�³�ѹģ�����ٻ�ģ���������� 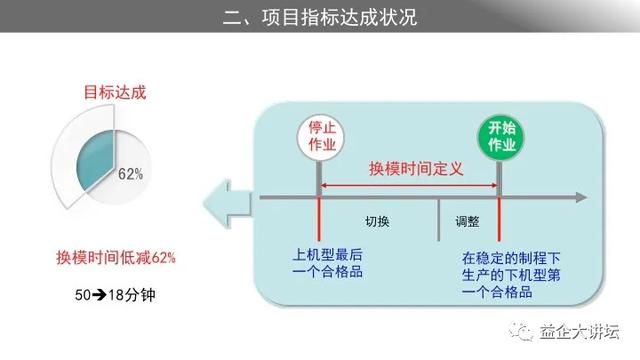
����������Ŀָ����״�����£� ��ģʱ�������ǰ��50�����������������18���ӣ��ͼ�62%��������Ŀ��ͼ�30%һ���� �������ر�˵��һ�»�ģʱ��Ķ��壬������һ���������һ���ϸ�Ʒ������ҵֹͣ��ʼ��ʱ��ֱ����һ�����Ͳ�Ʒ��һ���ϸ�Ʒ�������Ϊֹ��ʱ�����ڣ�����Ӧ�ð���ģ���л�ʱ�估����ʱ�䣬 �ܶ���ҵ˵�Լ��Ļ�ģʱ��ܿ죬�˽���֪��˵�ĸ����ֻ������ģ��ʱ�䣬��û�аѵ���ʱ�����ȥ�ģ������Dz��Եģ���Ϊ����ʱ��ͬ����Ӱ���˲����� �������ص����ҽ���һ����Ŀ�ƽ��IJ��輰���������е�һЩҪ�㡣 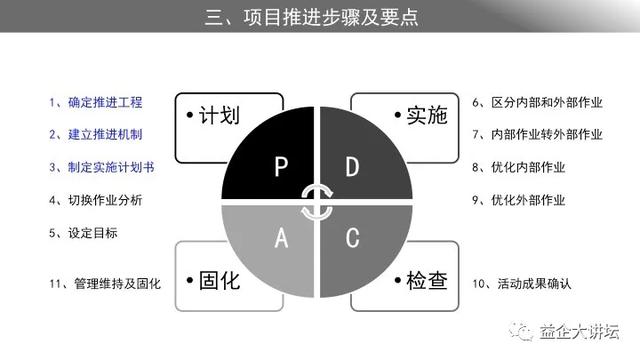
03 ���Ƚ���һ���������̷����� ���ܽ���һ�£�SMED��Ŀ�ƽ�ͬ������PDCAѭ��ԭ�����ƽ�������Ŀ���ܹ�11��С���裬ͬ��Ҳ���ɷ��ᆳ������������˲����ݱ�����ġ� ���濪ʼ������ϸһ�¸����衣 
����P�εĵ�1-3���裬��ǰ����������û��ɶ̫�����𣬶�����Ҫѡ�����̡������ƽ����Ƽ��ƶ��ƻ��ģ��������ﲻ����ϸ���ܡ� 
�����������״�л���ҵ���з����� �������Ҫ���û�ģ��ҵ����ͼ���Ȱѻ�ģ����ʵ����¼������Ȼ���ղ�������һ��һ����¼�ڱ��ϣ� �����¼���̲�����ͳ������ҵ����Ҫϸ����Ҫ����ҵ����ҵ��Ҫ����ҵ&������ҵ���ֲο�֮ǰ�İ���˵���������������ں���������ģ���̷��������� 
04 �����ҿ�ʼ�趨Ŀ�ꡣ ���ٻ�ģ��Ŀ��Ŀ��������̻�ģʱ�䡣�趨Ŀ��ʱ������б�˲��գ�����Բ��ձ�����ƶ������û�в��գ����Ը���������״ˮƽ�����������ֲ��ƶ��� ������ͼ�����ֽ�ʵʩ����״��Сʱ����ʮ���ӵĿ������ƶ������Ŀ�꣬Ȼ��λ�����ӡ��ٵ�˲ʱ��ģ����ȻҲ���Խ���Լ�����������ȷ���Լ��ıش�Ŀ�ꡣ ����Ŀ���ݿͻ�ʵ������������ƶ��˻�ģʱ������30%��������״50����������35���ӵ�Ŀ�ꡣ 
P����ɺ���D�Σ� �����������ڡ�����ҵ�� ��ҵ�����������Ҫͣ���Ϳ�����ɵ����ⲿ��ҵ����֮��Ҫͣ�����ܽ��е���ҵν֮�ڲ���ҵ�� ���绻ģǰ�������������������ߡ�ģ�ߡ����ϵȣ�����ģ���ģ�ߡ����߹�λ�������º���Ϊ�ⲿ��ҵ������ģ�ߡ�����ģ�ߡ�����ģ�ߵ������ڲ���ҵ�� Ȼ����״��ÿһ��Ҫ����ҵ��������ʶ���á����֡�����ת���������Ż���������������������֣������֡�������״�ڲ���ҵʵ�ʿ����ⲿ��ҵ�IJ��֣� ��ת��������״��Ҫ����һЩ���졢������ʩ�����ת��Ϊ�ⲿ��ҵ�IJ��֣������Ż����Dz���ת�����߲���Ҫת���ġ�ֻ���Ż�����ʱ����ڡ�����ҵ���֡� 
05 ���������뵽�ڲ�ת�ⲿ��ҵ�Ρ� �ѱ��Ϊ�����֡�����ҵ����ֱ��ת��Ϊ�ⲿ��ҵ����һ��ֻ�ǵ�����ҵ˳�������Ҫ����������½��еģ�������״�ڲ���ҵʶ��Ϊ�ⲿ����ҵ�ĵ��豸δֹͣʱ����ɡ� Ҳ����˵���ֺ��ܵ���ҵ����ʱ�����䣬����ģ����ʱ�����̣�ֱ���������豸�����ʡ� 
�����Ϊ��ת���������Ż������ڻ���ҵ���֣���Ҫͨ�������������������ʹ�ò�����ҵʱ�����̻���ת�����ⲿ��ҵ�� ����ģ�߶�λ��������ҵ������˿�ķ�ʽ��ΪҺѹ��ģ�����ϡ�жģ��ҵ���쳵�ij�˫��ģʽ��ģ̨�����ֶ�����������ҵ�ij��Զ��������������͡��硢����ˮ�ܸ�Ϊ���ٽ�ͷ���ӵķ�ʽ�� ע�ܻ��ϻ�ɫ�������������������ͨ���Ż��Ų�����ǰԤ��������ȵȣ�ͨ�����ָ���������������ʹ�û�ģ����ʱ�����̣�ͬʱҲ������������������ʱ�����Ӷ�����豸�����ʡ� 
�ڲ���ģʱ�䡰���֡�����ת���������Ż��������Ѿ�������ϣ����뵽�ⲿ��ҵ���Ż����Σ��������Ϊ���Ż������ⲿ��ҵ���֣�ͨ������������������� ͨ�����������ⲿ��ҵʱ�䣬����Ѱ�ҹ��ߡ�ģ�ߡ����ϻ��ѱȽϳ���ʱ�䣬ͨ���Թ��ߡ�ģ�߽���5SĿ�ӻ�������������Ѱ��ʱ�䣻 �ƶ�����ģ��ҵ��Ʒ���嵥����ͨ�������ȷ��������©��Ʒ����;Ѱ�ҵ����ⷢ���ȵȡ� ��һ��ֻ������������������ʱ��������������ԭ�еĻ�ģ����ʱ����������һ��ֻ��������ⲿ��ҵЧ�ʣ����Ƕ����豸�����ʵĹ��ײ��� 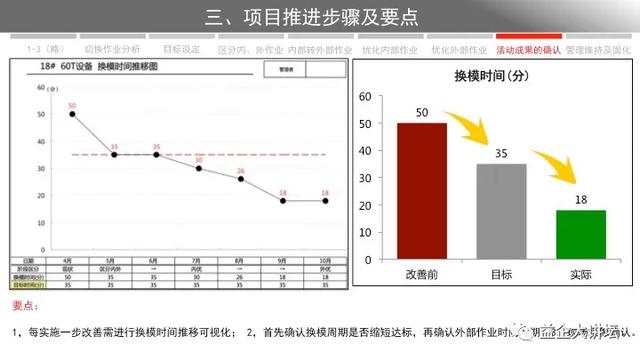
D��������ɺ���Ҫ�������������ȷ�ϡ� 06 ͨ������ͼ����ʽ��ÿʵʩһ���������ģʱ�䣬�������ƿ��ӻ�������Ŀ���ߣ�ȷ���Ƿ��꣬��δ�������Ҫ��������7-9����ֱ��Ŀ���ɣ����ģʱ��������ֳ�¼��ȷ������ʵ�ɿ��ġ� 
���������ά�ּ����̻���A�Ρ� ��Ҫ�����¼��������� һ�ǻ�ģ��ҵ���̡����ٻ�ģ��ģ����Ʒȷ�ϱ��ȣ� ����ʵʱĿ�ӹ����壬����ģ��״̬������״̬����ģ��չ״̬�ȣ� ���������Ա��ѵ�������ٻ�ģ�����ƽ����ֳ������Ŷӣ����������ճ�����������ʵʵִ�����ٻ�ģ���̡� ���Ͼ���ij��ѹ��ҵ���ٻ�ģ��Ŀ�ƽ����̵ķ�����������ҷ���һ�¿ͻ���Ա�����۰ɡ� �������������ܾ��������ۣ� һֱ������С�������������������ڻ�ģʱ��Ƚϳ����������������������Ӧ�ͻ�����Ҫ����Ȼ��������������ҵ��˷���ĸ�λ����ģ����һЩ��࣬���ǶԱ���ǰ�Ѿ��Ǽ����������Ľ����ˣ�����Ҫ�����Ľ���� ������������ô˵�ģ� �������ٻ�ģ���Ը����Ե���Ӧ�ͻ���Ʒ�֡�С������������ʵ֮ǰһֱ�ѻ�ģʱ�䳤��Ϊ��������������Dz��Եģ�ͨ���������֣�����������ˣ���Ӧ�ͻ�ȴ�������ˣ�ֵ���ƹ㵽�����䡣 ���豸��������ô˵�� ��ǰ��ģ�ߵ����û���κ����γߴ�Ҫ��ͨ�������Ŀ��������ģ�߳ߴ硢��Ӧ���͵Ƚ�������ȷ�����涨����ģʱ�����̵�ͬʱ�������豸�г̵�ʱ�������ˣ�����Լ��ʱ�䣬������Ϊ�������ˣ��������豸����Ҳ������� ������ǿ���Ա�������ķ����� ��ģ��������˵ȷʵ�Ǹ��鷳�£�ʱ�䳤��˵����Щ�������ܷ�����������˵š��˿�ȣ���Щ������ǰû�����ã�����������æ�г��������������������������ͨ���������ü�ģ��������˿��һ���������˺ܶ࣬��Ȼ���кܶ�������������֮���ڿ��ĵĹ����ܺá� |
- ��һƪ���豸�������ٿ�MESϵͳ������������ר���
- ��һƪ��û����



̸̸���Ը����µĿ�