





ժҪ:������������ҵ��Ѹ�ͷ�չ�������²�ƷƷ���������࣬��Ʒ���ڽ������̣���һ��Ʒ��������������Ϊ�������г���������������ҵһ����þ���������ʽ��Ӧ�ԡ������������������࣬����������ʵ�־���������ȷ����Ʒ���¡���߲�Ʒ�����ͽ��������ɱ��Ĺؼ�
|
������������ҵ��Ѹ�ͷ�չ�������²�ƷƷ���������࣬��Ʒ���ڽ������̣���һ��Ʒ��������������Ϊ�������г�������������������ҵһ���������������ʽ��Ӧ�ԡ������������������࣬����������ʵ������������ȷ����Ʒ���¡���߲�Ʒ�����ͽ��������ɱ��Ĺؼ����ڡ���ˣ����ͨ�������������ľ������������������������ҵ�滮��һ����⡣ ���߲����˶����������������Ŀ��ƣ��־ͷ������������ʵ�ֹ��պ�����Ƶľ��滯���в����� �����������滮ԭ���ڷ�����������Ŀ����ʼ������˼��Ӧ�ᴩ���У����Խ��ٵ����������ٵ��豸���϶̵�ʱ��ͽ�С�ij�������ȡԽ��Խ��IJ�Ʒ������ͬʱԽ��Խ�ӽ��ͻ����ṩ�û�ȷʵ��Ҫ�IJ�Ʒ���ڹ滮ԭ����һ���������¼������档 1�����г�����Ϊ����һ�ι滮������Ͷ�룬���ٲ�����������չ������Ŀǰ���������������Ĺ滮���Ҳ�DZȽ��ʺ��й��������á�������С��Ͷ��ģʽ�����磬)����������һ��Ŀ��Ϊ*��̨*�꣬��Ŀ���մ��Ŀ��Ϊ*��̨*�꣬�ڹ滮�У����Բ�ȡһ�ι滮�������ڡ���������������Ͷ�룬����һ�����*��̨���ڶ������*��̨����������չ������һ������Լ����ʽ�Ͷ����գ���һ�������ܿ��ٲ������ﵽѸ��ռ���г���Ŀ�ġ� 2�������Ը����߸���ֵ�Ĺؼ��㲿��ʵ�����ƣ�����������װ����װ������������ȹ����Եȹ�����Ŀǰ�������������������Ƽ�Ϊ�����塢�Ǻ������������Ҳ��һЩ���������Ը��塢�ǡ����ᡢ���˺�����������ƣ����빤����Ͷ�ʹ�ģ�Ͳ�Ʒս���йء������Ƽ��У���ҵҲ�������л�е�ӹ���ë��������Ͷ�����רҵ�Ĺ�Ӧ���ṩ��������ҵ��רҵ������չ���γɻ��ݻ����Ĺ�ϵ�����ƹ�ȥ�����ȫ��������ģʽ�� 3����ȡ����Ĺ����ƶȡ���Ŀ��ȡ�����ƻ��������ƣ��깤����*�컹��*�죬ֱ��Ӱ�쵽��ʱ������������������ƣ���Ҳ�Ƿ����������滮�ĸ���������Ŀǰ����������װ���ļ���ˮƽ����Ҫ����ȷ�����Ч�ã�����������Ӧʵ��������ƣ��깤����Ϊ*�졣 �������������õĹ��ռ��������������ľ�����Ʋ���һ��Ҫ����ѡ�ø��ӡ���ˡ�����Ĺ����豸������Ӧ�������Ʒ����Ҫ��ȷ�������ȶ�������£�������Щ�������ӹ���ʱ���������Ч�ʡ�����һ�����ԡ����������ɱ��ȵĹ��ռ������������������͵���������������һЩ��
���������ӹ����豸��ɺ�ѡ��Ϊ����Ӧ�����г���Ʒ�֣������������ص㣬Ŀǰ����������������������Ӧ����㷺������������������������ߺ������������ߡ� �����������������ͨ�ø����ӹ����ĺ�ר��/��ϻ�����ɣ����жԲ�Ʒ����ȶ���ijЩ��λ����ר��/��ϻ����ӹ���������Ҫ���͵IJ�λѡ�ø����ӹ������ӹ������������ߵ��ŵ�������Ч�ʸ�ͬʱ�־����൱�����ԣ��ܹ��ʺϴ����������ͱ��Ͳ�Ʒ��ͬʱͶ�ʽ�С��������������������ȶ��Ĺ������緢�������壬����ѡ����������������ߡ����н���ѯһ��רע������������������������������ѵ����Ŀ�����Ĺ������ʹ�˾�� ���������������ɸ����ӹ�������ɣ����������߿��ӹ����Ͳ�Ʒ��������Ʒ���²�Ʒ�������߱������ԡ����ڸ����ٶȿ�ķ������������緢������Ӧ���ø������������ߡ� ���豸ѡ���ϡ�ֻҪ�豸�Ĺ�������ָ�����㡣��Ӧ������ѡ�ù����豸�����������˽�ԼͶ�ʳɱ������Ž�10����ڻ���װ��ҵ�Ŀ��ٷ�չ���γ���һ�����߹�ģ���г������������Ĺ�Ӧ�̡��ر������/ר�û�����������졣�ҹ��Ѿ��кܴ����ơ����ڴ��ӹ���ѹװ�����ܲ��Ժ���ϴ���������õ���һ������ѡ�������豸���Խ���Ͷ�ʡ� ������������ƽ�沼�ú�������֯JIT����(ʱ������)�����������е���Ҫ�����Ʒֻ�ܸ��ݹ˿���������������Ҫ��ʱ������ȼ����˷�����ˣ�������������ƽ�沼��Ҫ��JIT����Ϊԭ���߱�ģ�黯��������ʵ�֡�һ�ι滮���ֲ�ʵʩ��������չ����Ŀ�ꡣ 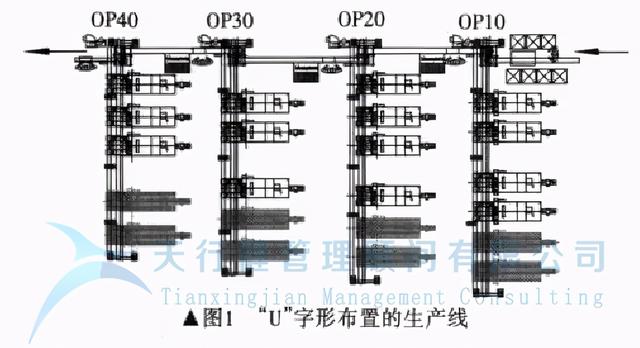
ͼ1��ͼ2���������бȽϵ��͵��豸������ʽ��ͼ1��ʾ����ʽ���ӹ�������ɣ���U�����β��á��豸����������ʽ����(��̨�豸�ӹ�ͬһ����)�������һ̨�豸���ϣ������������豸���ɼ����ӹ����������������ͣ�ˣ�������ʽ�������߾����൱�����ԣ��������Ը���Ͷ�ʹ�ģʵ�֡�һ�ι滮���ֲ�ʵʩ���� 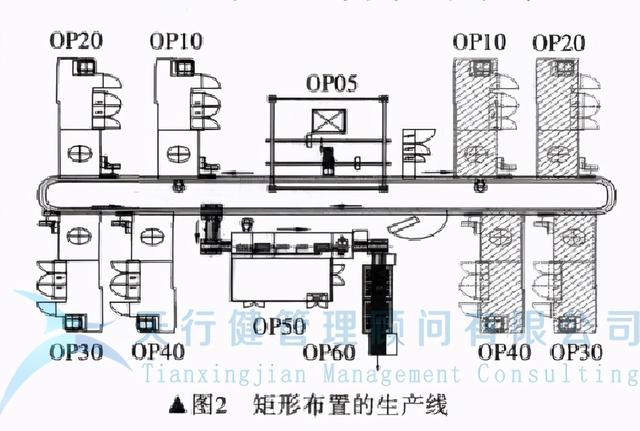
ͼ2��ʾ����ʽ���ӹ����ĺ�ר�û�����ɣ����β��ã��豸���ô����������ʽ���ã��ӹ����IJ��ò�����ʽ���ã�����Ͷ�ʹ������Է���ʵʩ��ר�û����������ã����ո���Ŀ��һ�ε�λ��ͼ1��ͼ2�����߲���Ϊһ��Ͷ���豸�����߲���Ϊ����Ͷ���豸����װ�ߺ��ܳ�װ���߲��þ��β���(��ͼ3)���豸����ʱҪͬʱ���Ǹ����豸(�磺�������ǡ��豸��м�������)�IJ��úͽ���ͨ����ͼ1�й����Ĺ������Ͳ��û�е�֣�ͼ2��ͼ3�й����Ĺ������Ͳ��û����������� ���н���ѯרע�ڹ�����ҵ�����Ƚ��������о��뿪��������ͻ��鲼ȫ�����أ�Ϊ�ͻ��ṩרҵ������������������������������������ƣ�DFSS���������������������沼�֡�TPM�����������з�������triz���¼�����IE��ҵ���̵���Ŀ������ѯ�� ��������ѵ����ҵ��ѵ����) 
����������ƽ�沼�ñ��뿼��������������ϵ�������������ƶ�ʵ��JIT������Ҫ�������̡���ͨ�����ػأ��������������ĸ��ͼ4��ͼ5�ǵ��͵ķ�����������������ͼ�������ë�����ߵ����Ժ��Ʒ����������һ����������������Ӵ�ֱ�������롣��Ŀ����ܲ�����30��̨/��ʱ��ѡ��ͼ4ģʽ���������ӹ���������������ɣ�װ�����ڳ�����������Ԥ����λ�����Է���ʵʩ�ﵽ����Ŀ�ꡣ 
��Ŀ����ܴﵽ50��̨/������ʱ��ѡ��ͼ5ģʽ���������������ԳƲ��ã��������ú����豸������ʵʩ���Լ����������з��ã������߸��ӹ�����乤�����Ͳ�������С������ƿ������AGVС����)�� 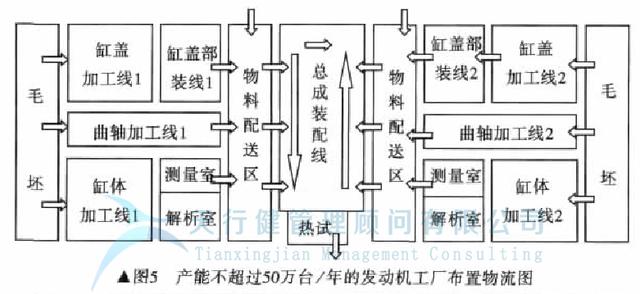
����������������������ʩ����������������������������Ϊ���ӹ�װ���������������������վ�����ṩѹ����������������ˮ�����䶳վ�����ṩ�յ����䶳ˮ����ˮ�÷�����ˮ����վ������Һ����վ�ȣ����ӹ�װ�������������ڳ��������ģ������ø������ݹ����������������������ܡ� �����������ĸ��塢�ǡ���������˵����������ϲ���ʪʽ�ӹ�������Һ����ϵͳӦ���ü��й��������д�������м�����ռ�����ʽ�����������ڽ���Ͷ�ʳɱ��������������Ļ�������������Һ�������������ÿ����߹���ʽ���������豸���ú͵����� �������������ܻ���ܽṹ�����������ɲ���20m*20m��32m*20m��40m*20m�Ĵ�������ʽ��������ʽ�ij����ȳ�ַ����˴������ϵ����ƣ������ֳ������ԣ��ɴ������ڳ������Ӻͻ����ϵ�Ͷ�룩��ͬʱ�������豸���õ�����ԣ�������ó������������������Ϊ������Ʒ���ͻ���»����������ִ����������� ��������������������������ƾ���Ҫ��һ��Ϊ��
����������һ�������ԺͲ��ϸĽ��Ĺ��̣����ٷ�������������������ҵ��Ŀ��Ŭ����������ҵ�ķ�չ������������Ƚ���ҵѧϰ��ͬʱ������Ҫ�����й����飬��������ص㣬����̽�������ϴﵽ���ƾ����ľ��硣 
|
- ��һƪ��2020���й���ҵ�ɹ����ֻ��������а�Ƥ��
- ��һƪ��û����



̸̸���Ը����µĿ�