





ժҪ:��ע����ͷ���š���������ƶȡ����̡���ϵ����λ��ģ�塢���������ߡ����������¡�ͼ�顢�İ������桢���ܡ�ְ�������ݣ�������15������������������ �Ķ������� ����1 �����˷����� ����2 �ӹ��˷����� ����3 �����˷����� ����4 �����˷����� ����5 ���
|
��ע����ͷ���š���������ƶȡ����̡���ϵ����λ��ģ�塢���������ߡ����������¡�ͼ�顢�İ������桢���ܡ�ְ�������ݣ�������15������������������� �Ķ������� ����1 �����˷����� ����2 �ӹ��˷����� ����3 �����˷����� ����4 �����˷����� ����5 ����˷����� ����6 �����˷����� ����7 �ȴ��˷����� 
������ ����1 �����˷������ؼ�������� ���²����˷ѵ�ԭ���кܶ࣬�����ҵǷȱ������Ҫ����������Ա����Ƿȱ����鷽�����걸�ȡ���ˣ���ҵӦ��ȡ��Ч�Ĵ�ʩ���������˷ѵķ������ڲ�ȡ������ʩǰ����ҵӦ�Բ����˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1������Ʒ�IJ�������ɲ��ϡ��豸���˹��ȵ��˷ѣ������˶���ɱ�֧�� �ؼ�����2�������˷ѵIJ��������������������ɱ�����Ӱ���˲�Ʒ������ ���������� Ϊ�˽��ͳ��ֵIJ����˷ѣ���ҵӦ��ȷ�Դ���Ҫ�����IJ���Ʒ������Ҫ���������ɱ��������ֵ֮��ĶԱȷ��������������Ƿ��������Ƿ������ľ�������������������IJ���Ʒ��Ӧ�Ӳ����ij̶ȣ�������������ͼ۳��ۡ����⣬���������IJ���Ʒ��Ҫ����Դ�������ʹ����IJ�Ʒ�ٳ��ֵڶ��β����� ��ҵ��Ҫ���Ͳ����˷ѣ�����Ҫ���ǽ��Ͳ�Ʒ�IJ����ʣ���Ʒ�������Dz����˷ѵ�ָ�룬Ҫ���Ͳ����ʣ������ķ��������������������Ա�Լ�������ҵ��Ա�������������ܺ�����������������ڹ�����Ӧ����������ʾ�ļ������档
��ҵҪ���Ͳ����ʣ��ͱ��뽨����ʵ���������������ݣ���Щ���ݲ���������Ʒ�IJ����ʣ���Ҫ������Ʒ��覴÷���ԭ������ݣ���Щ���ݶ������������˷ѵĻ�����ͨ���ռ������ܡ�������Щ���ݣ��ҳ���Ʒ覴õ�ԭ��Ȼ���ٸ��ݷ��������IJ�Ʒ覴õ�ԭ��۽����⣬���Ծ۽���������н���� ��ҵҪ���������˷ѣ�����ɲ�ȡ�Ĵ�ʩ���¡� 1���ƶ��Զ�����������ҵ 2����������ҵ�ֳ����÷���װ�� 3���ƶ�����֤��Ʒ�����ġ��IJ���ԭ�� 4���ƶ���ʵʩ��Ʒ������֤�ƶ� 5�����ڶ��豸��ģ�߽��м�顢������ά����ά�� 6��������չ5S����� ����2 �ӹ��˷������ؼ�������� ���¼ӹ��˷ѵ�ԭ���кܶ࣬�繤��˳�淶����ҵ���ݲ���ȷ����ҵģ�߲����ȡ���ˣ���ҵӦ��ȡ��Ч�Ĵ�ʩ�����ӹ��˷ѵķ������ڲ�ȡ������ʩǰ����ҵӦ�Լӹ��˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1���ӹ�����Ҫ����ߣ���ɼӹ��˷����أ�Ӱ���Ʒ�ϸ��� �ؼ�����2���Բ�Ʒ���ȼ���Բ�Ʒ�������Ĺ���Ҫ�������˴����ijɱ� �ؼ�����3�����ֵļӹ��������ȣ���ɲ�Ʒ��Ʒ�ʵĽ��� ���������� ��������ӹ��˷ѣ���ҵ�ɲ�ȡ��������ķ������м�������������������ָ��������ҵ����Ϊ�����о�����һ����������ҵ���̣��ӵ�һ�����ص����һ����������������ظ�����ҵ�������Ƿ�����ȣ���һ�����ƹ�����������������Ӷ����ټӹ��˷ѡ� ��������ļ��ɾ�������������ǡ�һ���������Ĵ�ԭ��������棬�������ʼ�������һ����������������������ԭ���Ĵ�ԭ��ȡ�����ϲ������š���������桪�����������䡢���桢���顢�ȴ����������ʼ���������Ŀ�ġ����������ʱ�䡢�ص��ԭ��������ʡ�������Ĵ�ԭ����������ʼ���������ϸ˵���� Ϊ���ܵõ�������������������κ���©����ҵ�ɲ������ʼ��������������ʼ��������ζԼӹ�����������ʣ��������¡� 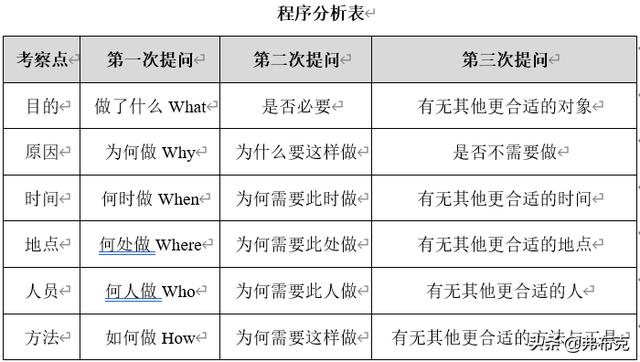
ͨ������������ķ�����Ū�����������״����ҵ�����������������Ĵ�ԭ���������µļӹ��������������4��ԭ�����¡� ȡ����E��Eliminate�� �ڽ��С��Ƿ��Ҫ������Ϊʲô���������в�����������߶����ڲ���Ҫ�ģ�Ҫ����ȡ����ȡ���ǸĽ�����ѷ�ʽ �ϲ���C��Combine�� ������ȡ�����ֱ�Ҫ�ߣ����Ƿ��ܺϲ����Դﵽʡʱ��Ŀ�ģ���ϲ�һЩ������� ���š�R��Rearrange�� ����ȡ�����ϲ����ٸ��ݡ����ˡ��δ�����ʱ���������ʽ������ţ�ʹ��������ѵ�˳��ȥ�ظ����������� ��S��Simple�� ����ȡ�����ϲ������ź�ı�Ҫ�������Ϳɿ����ܷ������ķ������豸���Խ�ʡ������ʱ��ͷ��� ����3 �����˷������ؼ�������� �����˷������ںܶ��������ж����ڣ������ʱ��������ϵIJ���Ҫ���ġ���ˣ�Ӧ��ȡ��Ч�Ĵ�ʩ���������˷ѵķ������ڲ�ȡ������ʩǰ��Ӧ�Զ����˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1�������˷��������ҵ��Աʱ��������ϵIJ���Ҫ���� �ؼ�����2�������˷��������ֳ���ҵʱ�䣬���������ӳٵ����� �ؼ�����3�������˷Ѹ���ҵ���������Ч�ʵ��µ����� ���������� �����ֳ�������Ա�����ñ���������������Ϊ��ҵ��Ա��ȡ���߹�������ϡ���װ�������Ķ����淶������ͼʾ�ķ�ʽ����Ӧ�Ĺ�λ��չʾ������ �����������ǹ۲���ҵ��Աʵʩ�Ķ���˳�����ض��ı�Ǽ�¼���֡���Ϊ���ĵ��������λ�Ķ������ݣ�����������¼ͼ�������ж���ҵ��Ա�����ĺû������ҳ����ƶ�����һ���������� ͨ�����ñ�������������������������ҵ��Ա����Ķ�����������ҵ��Ա���Ͷ�ǿ�ȡ������������ķ�����Ҫ��Ŀ�Ӷ����۲취��Ӱ�����۲취�������ַ����ľ���˵�����¡� 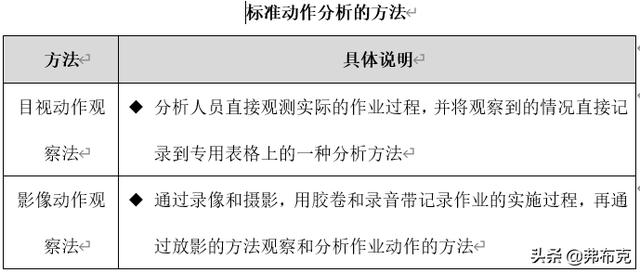
��ҵ��Ա�����ж�����������Ļ���������ɵģ���ˣ������������Ļ���Ҫ�ؿ�ϸ��Ϊ�����࣬��ʮ���ֶ���Ҫ�أ���������ľ����������¡� �����Ķ��� ���֣�Reach-RE����ץ��Grasp-G�����ƶ���Move-M����λ�ã�Position-P������ϣ�Assemble-A�����ֽ⣨Disassemble��-DA��ʹ�ã�Use-U�������£�Release load-RL�� �Ķ��� Ѱ�ң�Search-SH����ѡ��Select-ST������飨Inspect����˼����Plan-PN����Ԥ����Preposition-PP�� ��ȥ�Ķ��� ���֣�Hold-H�������ɱ���ĵȴ���Unavoidable Delay-UD�����ɱ���ĵȴ���Avoidable Delay-AD������Ϣ��Rest-RT�� 
������ ����4 �����˷������ؼ�������� ����ʱһ����Ч������Ϊ��ҵ��������Ʒ�ƶ�����ռ���˷ѡ�ʱ����˷Ѻ��������ߵ�ռ�õȲ����������ˣ���ҵӦ��ȡ��Ч�Ĵ�ʩ�����ᶯ�˷ѵķ������ڲ�ȡ������ʩǰ����ҵӦ�����˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1�������˷�����Ӱ������ҵ����Ч�������Ч�ʵ���� �ؼ�����2��δ����ȷ��ʶ�����˷Ѹ���ҵ������Ӱ�죬���Ӱ����˷ѣ������Ӷ����� �ؼ�����3�������˷�ʹ���Ƚ��ȳ�����ҵ�������� ���������� Ϊ����Ч�����������˷ѣ���ҵ�ɲ��ð��˹�������������˹�������������ٵ�����Ʒ������״������˵���Ե�������ñ�ʾ��ʹ�÷��������÷����ļǺ�����¼�������ĸ���״̬������֮�������ַ������˰��˹����������������������ǰ�Ĺ�λ��������ͬ�ģ���ֻ�������õķ����Ǻ���һЩ��ͬ�����˹�������ķ����Ǻž������¡� 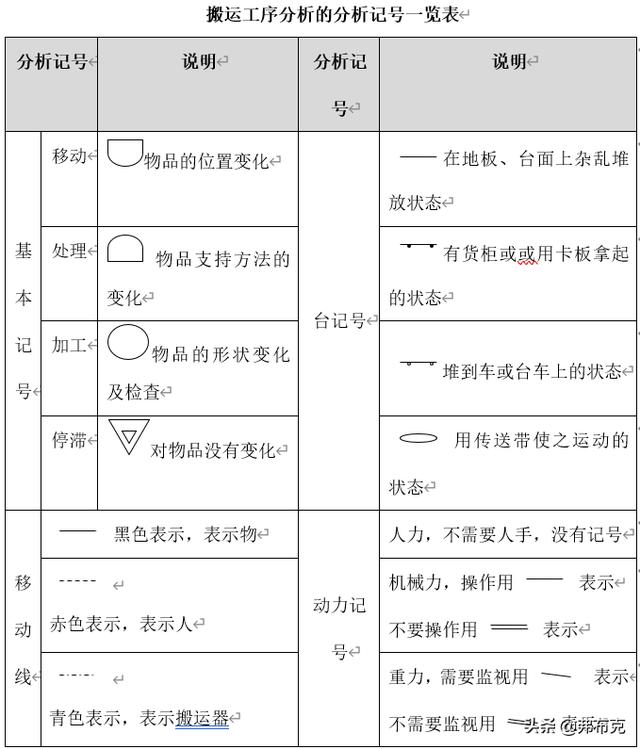
���ð��˹�λ����ʱӦע�ⲻҪ�����ؽ���Ʒ�ġ�ȡ�����š��Ĵ������ˡ�������Ϊ����Ӧ������һϵ�еĹ�λӦ��״̬�Ļ����Ϸ��������Ʋ��������ġ����ˡ���ͣ�͡���λ�����˹�λ�������IJ���������ʾ�� ��1����������Ŀ�ģ�ȷ�����̰���ʱ�䡢���˾����Լ����ָ��Ƶ�Ŀ�ġ� ��2������������Χ���о����̰���ʱ�����˾���Ĺ�λ����Щ����ȷ���䷶Χ�� ��3�������������������Ʒ��ѡȡ��Щ���������������Ʒ�� ��4���ƶ����˹�������ƻ����������˹���������������й۲�ȡ�ü�¼�� ��5���������λ�����ݣ�����������������߶ȼ����˼оߵ����Ƽ��뵽�������С� ��6����������������ܽ����������ƶ��������������ӹ�����ͣ�͡��ĸ���������Ȼ����������ͼʾ��λ�����������ڸ���λ�ij����ϼ�����˼Ǻţ����߽������˼Ǻ����������� ��7�����ַ���������ƶ����Ʒ������ҳ����پ��롢ͣ�͡�תװ�ķ����� ����5 ����˷������ؼ�������� ����Ŀ���˷ѻ���ɺܶ���������⣬��ˣ���ҵӦ������Ч��ʩ��������˷ѡ��ڲ�ȡ������ʩǰ����ҵӦ�Կ���˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1������˷ѵIJ�����������ˡ��ѻ������á����������Ȳ���Ҫ���˷� �ؼ�����2�����ȵĿ������ػ�ѹ�����ʽ𣬲���ռ���ʽ���ʧ��Ϣ��������Ĺ������� �ؼ�����3������˷�ʹ�ò�Ʒ�Ƚ��ȳ�����ҵ�����Ѷ� ���������� Ϊ����������˷ѣ�Ӧ������ȷ������������ٳɱ������ӡ���������DZ�֤������Ӫ�����������ȷ���ĺ�������������ֿ��Գ�Ϊ���ʴ������ �����������ġ�����Ķ����ԣ�ʹ�ú�����������ֲ�ͬ��״�������Ժ��������Ӧ��ʵ�������ȷ������ȷ�������Ŀ��ʱ��Ӧ����������������Ҫ�������������¡�
���ݿ������ʵĶ���������ȷ��������������Ա�֤������������Ӫ��ȷ�����������ʱ��Ӧ��ѭ���µIJ��裬�������¡� ����1��ȷ��һ���£�������30������ʱ�䣩������������ ����2�������������ϵ��ݼ�����ۼƿ�����ʵ��������� ����3�������ƽ��������ʵ��������� ����4�����ݿ�����ʵı����ڡ������̾��롢������ͷ���������������ԭ����ռ���ʽ����ȷ��ÿ�½������� ����5����ƽ��������ʵ�����������ÿ�½���������������������������������Ʒ��Ͱ�ȫ���������߰�ȫ����� ����6�����ݿ�����ʵ�ʵ�ʰ�װ����������Ʒ�������������ص���������ʵ�ʹ����н��е��� ����6 �����˷������ؼ�������� ��ҵӦ��ȡ��Ч�Ĵ�ʩ���������˷ѵķ������ڲ�ȡ������ʩǰ����ҵӦ�������˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1�������������ֻ�������õ��˷��ã�����Ϸѡ��˹��ѣ�û�ж���ҵ�����κκô� �ؼ�����2�������˷ѻ�������ˡ��ѻ����˷ѣ�ʹ���Ƚ��ȳ�����ҵ�������� �ؼ�����3�������������ʹ����Ʒ�Ͳ���Ʒ��ѹ������Ӱ�����������ڵı仯����ʹ���Ƴ�ʱ��䳤�������˸��ַ��õ����� ���������� Ϊ�����������˷ѵIJ�������ҵӦ���о�����������ν������������ָ��Ʒ��ʵ�ʲ����������ƻ������涨��ɵIJ�Ʒ����������ȡ��������������Dz�Ʒ����������������ƷƷ�֡���ʱ���豸���ɵ�ȫ�����⡣ 1�����������ľ���Ҫ�� ��ҵΪ��ʵ�־���������ÿ��Ӧ���ղ�Ʒ�����ۼƻ����������ƻ����������г�������ʱ������������߾�������ˮƽ�����������ľ���Ҫ�����3�㣬 ��1���ֳ���ÿһ����ҵ���ڶ�Ҫ�����������е������� ��2������Ҫ�������Ͼ��⣬���Ҹ�����Ҫ����һ���ı����ԡ� ��3��Ҫ����������������������. 2��ʵ�־�����������Լ���� ��ҵҪʵ���������⻯���кܶ���Լ�����DZ����������⣬�����������¡�
3��ʵ�־��������ķ��� ��ҵҪʵ�־�������������ͨ�����·��������У����¡�
������ ����7 �ȴ��˷������ؼ�������� �������ֳ������У�����ȴ��˷ѵ�ԭ���кܶ࣬����������Щԭ������ģ���Ӧ�ò�ȡ��Ӧ�Ĵ�ʩ�����ȴ��˷ѵķ������ڲ�ȡ������ʩǰ��Ӧ�Եȴ��˷��������Ĺؼ�������з������ؼ��������¡� �ؼ�����1���ȴ��˷�ʹ�ù�����������Ч�ʽ��� �ؼ�����2���ȴ��˷Ѹ���ҵ�����˸���ijɱ�ѹ�� �ؼ�����3���ȴ��˷Ѿ��������ԣ�ʹ������ԱĮ�ӵȴ��ķ����ʹ��� ���������� ͨ�������ֳ�����ķ��������ȴ��˷ѡ����ÿ������ʹ���κι�����Ա�����Դӿ����м�ʱ�˽��ֳ���������Ϣ���ž���ȴ�����ɵ�ʱ���˷ѡ� һ������£������ֳ�����Ҫ�Ŀ�����Ҫ�������ǰ忴�塢�豸���塢Ʒ�ʿ��塢�����������塢������������Լ�5S�������壬��Щ����ľ���˵�����¡� һ������£������ֳ��Ŀ���ί���ⲿ��λͳһ�������������ṩ��������ݼ�ʽ��ͼ���ⲿ���ڽ����������Ƽ����������ֿ������ϢӦ��ʱ���£��Ա�֤������Ϣ��ȷ�ԣ����⣬��Ӧ��鿴���ά��״̬���翴������ݡ������������ȷ��档 �����ɸ�����ԭ������Ȩ���������ˣ���ӭת������ֹת�أ���Ϯ��ϴ�壬��Ȩ�ؾ��� ��ȡ�����ϵ�Word��PDF���������ݷ����� 1.����Դ��ţ�442�� 2.��ע ���� ת����Ȼ��˽�š����ϡ��� ����������Ͽɵ�����桰�˽���ࡱ�� |
- ��һƪ��˭����ѽ���ӣ��������������������ʼ��~
- ��һƪ��û����



̸̸���Ը����µĿ�