





ժҪ:��ӭ�����������ġ��Ķ�֮ǰ����ɵ���Ϸ�����˼�����������Ͻǡ�����������Ϊ�DZꡱ�����ܵ�һʱ���յ����ǵ��������͡�����������²�������ӭ��ĩ���Ķ�ԭ�ġ��������������ޡ����ڿ��������� ѧϰ���˽⾫���������˶�֪��������������ʽ������֧����
|
��ӭ�����������ġ��Ķ�֮ǰ����ɵ���Ϸ�����˼�����������Ͻǡ�����������Ϊ���ꡱ�����ܵ�һʱ���յ����ǵ��������͡�����������²�������ӭ��ĩ���Ķ�ԭ�ġ��������������ޡ����ڿ��������� ����Ϊ��ҽ��������������������͡� 01 ʲô������������Pull Production����
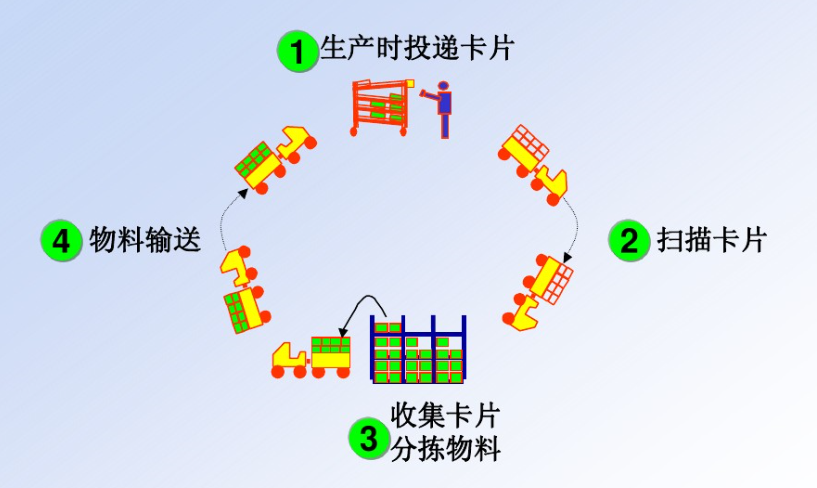
����������һ������������������������������������������������������ܹ�����������������Ҳ�����һ����ʱ����ϵͳ����Ҫ��֮һ�� ������ϵͳ�У������Ƿ���ͬһ����������Ҫͨ�����ι������������ṩ��Ϣ����Ϣ����ͨ����һ��������������д����Ҫʲô�������ϣ���Ҫ���������Լ���ʲôʱ�䡢ʲô�ص���Ҫ�� ���εĹ�Ӧ�̣�ֻ�����յ����ι˿͵������ź�֮�ſ�ʼ�����������ƶ���������ȫ�෴�ġ�
�����������ʹ����㷺�����ͣ���ʱҲ��Ϊ�������a�͡�����ϵͳ���������������ϵͳ�У�ÿ��������һ��������С��������������IJ�Ʒ��ÿ������ֻ��Ҫ������������������ȡ�ߵIJ�Ʒ�� һ�����͵������ǣ������ϱ����ι�������������ȡ��֮��һ���������ᱻ�͵����Σ���Ȩ�����ι�����������ȡ�����IJ�Ʒ�� ����ÿ������Ҫ�����Լ���������У����ÿ�칤���ֳ��Ĺ�������Ա�ü����������ҸĽ��Ļ���Ҳ�������ˡ� ������������������һ��ȱ�㣬�Ǿ���ÿ���������е���������ĸ��ֲ�Ʒ���������˵���Ʒ���Ͷ��ʱ��ִ�������൱���ѡ�
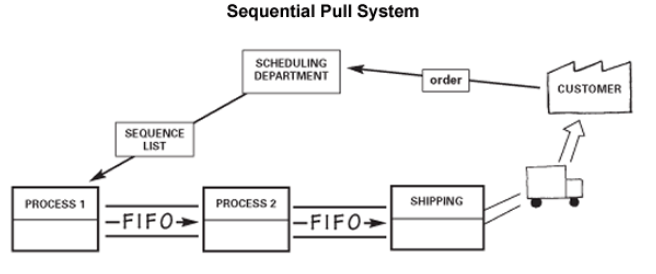
03 ˳������ϵͳ��Sequenttial Pull System ��
һ��˳������ϵͳ����Ҳ����ͨ����˵��b������ϵͳ����Ʒ���������������족����ϵͳ��������ٵ�����С�����ַ�ʽ����������������࣬������һ��������������ɸ��ֲ�ͬ����������ʱ�� ��һ��˳������ϵͳ�У������ƻ����ű�����ϸ�Ĺ滮��Ҫ���������������������ʽ�������ͨ��һ��������������ʵ�֡�����ָ��͵���ֵ�������εĹ����ԡ�˳������ķ�ʽ������Ȼ����˳���ӹ�����ǰһ���������������Ʒ�����������������У����뱣�ֲ�Ʒ���Ƚ��ȳ���FIFO���� ˳��ϵͳ�������һ��ѹ�����Ա��ֽ϶̵���������Ϊ����ϵͳ����Ч�������������˽ⲻͬ����Ĺ˿������������������Ԥ��Ļ����Ǿ�Ҫ��֤��Ʒ�����ڶ�������Ҫ���ʱ�䣬������뱣���㹻�������������˿͵������� ˳��ϵͳ��Ҫǿ�����Ĺ������ڳ����������������������һ����Ȥ����ս��
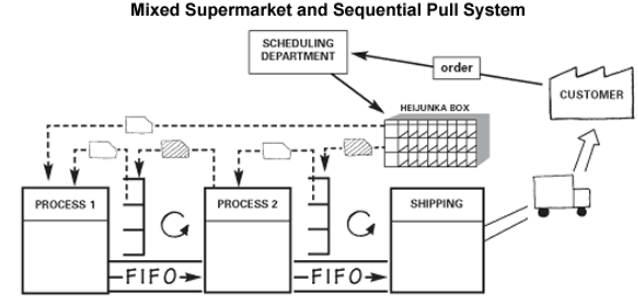
���������˳������ϵͳ�������ʹ�á���Ҳ��ͨ����˵��c������ϵͳ�����������ϵͳͨ��������һ����˾����С�����ͺţ���Լ20�����IJ���ռ����˾ÿ���ܲ�����80���� һ����˵�����Ը��ݰѸ����ͺŵIJ�����Ϊ��A���ߡ���B���С���C���ͺͣ�D���������������������͡�����D������������������������ά���ò�Ʒ��Ҫ��������Ͳ����IJ�Ʒ���ͱ��������һ�������D��������������һ���������� �����Ļ������Ȳ��žͿ�����˳������ϵͳ������D�Ͳ�Ʒ������˳���������ϵͳ��ѡ���ʹ��������к�˳��������ʹ�ü��������������Ӷ��Ļ����£���˾Ҳ����ʹ������ϵͳ��ͬ��ת�� �������ϵͳ��˵��ƽ������ͷ����쳣���������Ƚ����ѣ������������Ҳ��Ƚ����ѡ���ˣ���Ҫ�����Ĺ�������֤���ϵͳ��Ч��ת�� 
����Դ�����磩 �������� ���ǿ����ṩ������ҵ������ϵIATF16949 ��֤��ѯ����ѵ��������� ��һվʽ�� ��ط��������źţ�yjh-rivci ��
�γ��Ƽ���
��ӭɨ�������˼����Ȧ�����ڶ�������ҵ������������Ƚ�����
��Ƭ����Ϣ���ģ����ºܶ�ȴ��������˼��Ⱦ�ѡ����������������ȵ����£���Ʒ������̬����������������ѡ���Ͽ�ɨ�룬���ָ�������硣
������ͼɨ��ʶ�� ������˼��Ⱦ�ѡ
�������� ��������ͼ�ı༭���ҷ��������ذ�Ȩ ������Ȩ����ϵ�ź�yjh-rivci���ϴ��� ��л����� �� ���Ķ����� �������ʹ��Ķ�ԭ���������ذ����ݵ��� |














- ��һƪ����˾�����ƽ�ʵʩ��������6S�ֳ�������Ŀ�ӻ�������
- ��һƪ��û����



̸̸���Ը����µĿ�