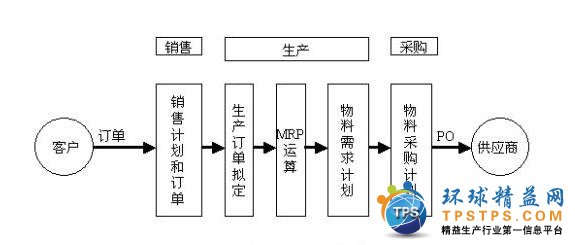
һ��JIT������ʽ���
����JIT������ʽ��JIT,Just in time������ʵ���DZ����������� ��Ϣ���������е�ͬ����ʵ����ǡ�����������ϣ���ǡ����ʱ�����ǡ���ĵط���������ǡ�������IJ�Ʒ�����ַ������Լ��ٿ�棬���̹�ʱ�����ͳɱ����������Ч�ʡ�
����ʱ������JIT�Ƕ�ս�Ժ�����Ҫ��������ʽ֮һ����������Դ���ձ��ķ���������˾�����������Ϊ“����������ʽ”��������������������ʽ�Ķ����Ժ���Ч�ԣ���Խ��Խ�㷺����ʶ���о���Ӧ�ã����Dzų�ΪJIT��
����JIT������ʽ�����ı���
�����ձ�������ҵ���������쾭����һ�������豸�����Թ�����----������ģ��������----�߶ȳɳ�----��ҵ��----ǿ�����ʾ�����----����������ȫ��ս������һ�����̡����ǣ���һ��ʼ�ļ����豸�����Σ��ձ�������ҵ��û��ȫ���հ�����������������ʽ�������г��˵�ʱ���ձ������г��������Ͷ����Լ��������ʹ�ս֮���ʽ��ȱ��ԭ�����⡣һ������Ҫ��ԭ���ǣ��Է���������˾���ܲ� ��Ұ��һ����Ϊ���������Ǵ�һ��ʼ����ʶ���ˣ�����������ҵ��������ʽ��Ȼ�Ѻ��Ƚ��������ȡһ�ָ���������Ӧ�г�������ܹ���߲�Ʒ��������������ʽ��
������20���ͺ���ڣ����������г�������һ���г�������������½Σ����Ҷ�������Ҫ��ҲԽ��Խ�ߣ���֮������ҵ������¿��⼴�ǣ������Ч����֯ ��Ʒ��С��������������Ļ���������ʣ�������ֻ���豸����Ա�������õ�һϵ�е� �˷����Ӷ�Ӱ�쵽��ҵ�ľ����������������档
������������ʷ�����£�1953�꣬�ձ����﹫˾�ĸ��ܲ� ��Ұ��һ�ۺ��� ���������� �����������ص���ŵ㣬������һ���ڶ�Ʒ��С���� ������������¸������������ĵ�������ʽ��ʱ������Just In Time�����JIT������
����JIT������ʽ���ƹ�Ӧ�ù����У��������Ϸ�չ���ƣ�Ϊ�ձ�������ҵ���ڷɲ����˳�����������Ч�ʡ���һ������ʽ��Ϊ���繤ҵ����עĿ������Ϊ��������ҵ�������������������������������ϵͳ֮һ��
����JIT������ʽ�Ļ���˼��
����JIT������ʽ�Ļ���˼����“ֻ����Ҫ��ʱ����Ҫ��������������IJ�Ʒ”��Ҳ������һ����棬����ﵽ��С������ϵͳ��JIT�Ļ���˼���������ļƻ��Ϳ��Ƽ����Ĺ�����
����JIT������ʽ��ʱ����Ϊ�����㣬���ȱ�¶����������������������˷ѣ�Ȼ����豸����Ա�Ƚ�����̭���������ﵽ���ͳɱ����ƻ�����߿��Ƶ�Ŀ�ġ��������ֳ����Ƽ������棬JIT�Ļ���ԭ��������ȷ��ʱ�䣬������ȷ������������Ʒ����ʱ������������ͳ����������ǰ���������������ͻ�����Ϊ����������“ ����”��ǰ������ȡ��������ϵͳ��JIT�����ֳ����Ƽ����ĺ��ģ���JIT�������ǿ��������
����JIT�Ļ���֮һ�� ���⻯��������ƽ�������Ʒ��ʹ�����ڸ���ҵ֮�䡢������֮�䡢����֮�䡢����֮��ƽ�⡢�����������Ϊ�ﵽ���⻯����JIT�в����¼ƻ����ռƻ�������������仯��ʱ�Լƻ����е�����
����JIT�ᳫ���ö���רҵ�����֣����Լ����Ŷ�ʱ�䡢����ʱ�����ʱ�䣬�ڹ���һ�����û��ڶ���רҵ�����֣���ʹ�����������ڸ������������˳������������ͨ��ʱ�䣻����ˮ�ߺ�������һ�������۶���רҵ�����ֺ��������β��֣����Լ���ͨ��ʱ�䡣
����JIT����ʹ������Դ�������ã������Ͷ������Ժ��豸���ԡ����г�����ʱ��Ҫ���Ͷ�����ԴҲ����Ӧ�����������������Ӳ���ʱ����ͨ���ʵ��������ж��ּ��ܲ����ߵIJ�������ɣ�������������ʱ���ɲ��ü���������Ρ������ʱ�����������IJ�����ȥ�μ�ά����ά���豸��������Ͷ������Եĺ��壻���豸������ָ�ڲ�Ʒ���ʱ�Ϳ��Ǽӹ����⣬��չ����豸��
����JITǿ��ȫ������������Ŀ�����������ϸ�Ʒ�������������ϸ�Ʒ�ĸ�Դ�����跨������⣬JIT�л���������������������������أ�������С������ܿ��Ƶ��¹�������������Լ��緢�ֵȡ�
����JIT�Զ���������ͨ�����壬����������ʽ�ѹ������������ܵ��ν�������ʹ���ʴ������ɱ����� ����Ʒ��Ϊ���٣����������Ч�ʡ�
�ġ�JIT����
����JIT�����ĺ����ǣ�����һ����Ч���Ͷ����˷ѣ����г�������������ֹ�����ƾ�����JITʮ�����ӿͻ��ĸ��Ի���������ȫ�����������������˵����ã����Ӷ������Ŀ��ƣ����������������Ч���Ͳɹ��������ɱ�����ΪJIT�������κ����͵���ҵ�����Զ���Ӧ�����á�
�塢JIT��ʽ������
����JIT��Ϊһ���ִ������������ܹ�Ϊ��ҵ���ͳɱ����Ľ���ҵ�ľ�Ӫˮƽ�����������µ�������Ҫ������
������һ���������� ��ֵ���������ͳɱ���
����JIT������ʽ����ͼͨ����һ�ַ�����������ҵ�����Ǿ��dz��������˷ѡ������ų����ܸ���ҵ�������� ��ֵ�ĸ������أ���������ʣ������Ʒ��ѹ����Ʒ�ʸߡ���Ա�����ʵ͡� �����������ȡ�����
����������ǿ��������ǿ�����
����JITǿ�������л����ϳ�����ǿ����������ϵؽ��������Ľ���������ʵ�ֲ���ƷΪ�㡢���Ϊ�㡢�˷�Ϊ���Ŀ�ꡣ
����JIT������ʽ��Ŀ��
����JIT������ʽ��“��ȡ�������”��Ϊ��ҵ��Ӫ������Ŀ�꣬��“���ͳɱ�”��Ϊ����Ŀ�ꡣ�ڸ���ʱ�������ͳɱ���Ҫ��������һƷ�ֵĹ�ģ������ʵ�ֵġ������ڶ�Ʒ����С��������������£���һ�������в�ͨ�ġ���ˣ�JIT������ʽ��ͼͨ��“���������˷�”���ﵽ��һĿ�ꡣ��ν�˷ѣ���JIT������ʽ����Դ�ط���������˾��������Ϊ“ֻʹ�ɱ����ӵ�����������”��Ҳ����˵����������κθ��Ӽ�ֵ�������ء��κλ���ڲ���û��ֱ�ӵ�Ч��㱻��Ϊ�˷ѡ������У�����Ҫ����������ʣ������棩��������˷ѡ����˵Ķ����p�����������������Ʒ�����¼ӹ��ȶ����������M��ͬʱ����JIT��������ʽ�£����M�IJ���ͨ������Ϊ���ɲ����Ĺ�������ɵġ����磬����ԭ���ϵĴ��ڿ��ܱ������ڹ�Ӧ�̹�����������ɵġ���ˣ�Ϊ���ų���Щ�˷ѣ�����Ӧ�ز�������������������������ҵ�����Լ���֤��������������Ŀ¼��
����JIT��Ŀ���dz���������Ч�Ͷ����˷ѣ�����Ҫ�ﵽ����Ŀ�꣺
����Ŀ�꣺
��Ʒ����ͣ�JIT Ҫ������������������ԭ���ڼӹ�������ÿһ����Ҫ��ﵽ���ˮƽ��
����Ŀ�꣺
�������ͣ�JIT��Ϊ�����������ϵͳ��Ʋ��������������̲�Э������������������֤����
����������ˣ��������ͣ�����ͽ������Ƿ���ֵ�����������ʹ�����װ������������٣����˴������٣����Խ�Լװ��ʱ�䣬����װ���п��ܳ��ֵ����⣻
������
��������С
ʱ��Ŀ�꣺
��ʱ����̡���ʱ�䳤��������ѡ������ϵ�������ʱ�������㣬���ɱ�Ҳ�����㣬���п��ܲ��ü�С������
������ǰ����̡��̵�������ǰ����С�������ϵ�ϵͳ��Ӧ������ǿ�����Ժá�
������Ȼ����ͬĿ���ʵ�־�������������ԡ�
�ߡ�JIT������ʽ����Ҫԭ��
����Ϊ�˴ﵽ����Ŀ�꣬JIT�Բ�Ʒ������ϵͳ��ƿ��ǵ���Ҫԭ���������������棺
���ڵ�����Ʒ���������Ѵ�����̵��������Ʒ���Ӧ���г�������һ�£��ڲ�Ʒ��Ʒ��棬Ӧ���ǵ���Ʒ������Ҫ����������
�ھ������ó��鼼��������ʽ������
����ԭ���ϻ�����Ĺ�Ӧ�߽�����ϵ���ԴﵽJIT��Ӧԭ���ϼ��ɹ��㲿����Ŀ�ġ�
�ˡ�JIT������ʽ�ľ��巽��
������JIT��ʽ�У���ͼͨ����Ʒ�ĺ�����ƣ�ʹ��Ʒ����������װ�䣬����Ʒ��Χ����ʱ����ʹ���ܼ��ٹ��չ��̣�ҲҪ�������ӹ��չ��̣����巽���У�
ģ�黯��ƣ�
��ƵIJ�Ʒ����ʹ��ͨ�ü���������
���ʱӦ������ʵ�������Զ�����
��JIT��֧���ֶΡ�
JIT�������ֶ����ﵽ��Ŀ�ꡣ��ͼ��ͼ��˵��JIT������ʽ�Ļ���Ŀ���Լ�ʵʩ��ЩĿ��������ֶκͷ�����Ҳ������ЩĿ��������ֶη���֮����������ϵ��
IT������֧���ֶ�
ͼ��JIT������֧���ֶΡ���
һ����ʱ��������
��ʱ���������ķ������£�
��1������ͬ����
����ͬ������������䲻���òֿ⣬ǰһ����ļӹ�������ʹ ���Ʒ����ת����һ����ȥ��װ�������е�ӹ�����ƽ�н��С������졢���졢��ѹ�ȱ�����������Ĺ�����ͨ������������ҵ����ʱ����������С����������������ͬ����ͨ��������ȡ�����ķ�����ʵ�֡�
��2���������⻯
�����������⻯��ʵ����ʱ����������ǰ����������ν�����ľ��⻯����ָ��װ��������ǰ������ȡ�㲿��ʱӦ�����ʹ�ø����㲿�����������ֲ�Ʒ��Ϊ�����ƶ������ƻ�ʱ�ͱ���ȫ�濼�ǣ�Ȼ���������ڲ�Ʒ����˳��ƻ�֮�С�
��������������ҵ����
���������������ı䶯�����Ե������������ߵ���ҵ�������Լ������ý��ٵ�������ɽ϶��������
����������֤����
������JIT������ʽ�У�ͨ�������������ᴩ��ÿһ����֮����ʵ����������뽵�ͳɱ���һ���ԣ����巽�����Զ������Զ�����ָ����������֯�е��������ֻ��ƣ���һ��ʹ�豸���������ܹ��Զ���ⲻ����Ʒ���ڶ���������һ�ߵ��豸�������˷��ֲ�Ʒ���豸������ʱ����Ȩ����ֹͣ�����Ĺ������ơ�
��JITʵʩ�ֶ� [2]��
������ͼ��ȷ�����ر�ʾ�˷���ʱ��������ʽ����ϵ���죬ͬʱҲ�����˸���ϵ��Ŀ���Լ�ʵ��Ŀ��ĸ��ּ������ֶκͷ����������Ĺ�ϵ��
��������ʱ�����������ļ�����ϵ����
�����ɼ�JIT��ʵ��Ӧ�ð����˷����ӵ����ݣ���ʵʩ�ֶκ��ߵĽǶ�Ҳ����ҵ��������ʽ�IJ������ͬ������JIT�ĺ���˼�������Ϊ�˴ﵽ���ͳɱ���һ����Ŀ�꣬��Ӧ����������Ŀ���������Ŀ�꣬JIT������ʽ�Ļ����ֶ�Ҳ���Ը���Ϊ���������棺
����1���������̻�
��������������������Ĺ�������һ������ʼ��ǰ�ƣ�ȷ��ǰ��һ���������𣬲����ε�ǡ�������������̣�����������ÿ������������������ʱ���Ⱥ������ſ�����֯�������������������������ֳ���ͣ������ˣ������������������Ϻ����谭��������
����“����Ҫ��ʱ����Ҫ������������IJ�Ʒ”��������ҵ��˵�����ֲ�Ʒ�IJ��������ܹ�������Ӧ�г���Ҫ���ı�ȡ�������֪��������ʣ��������Ա���豸�������õ�һϵ�е��˷ѡ�������Щ�˷ѵ��ֶξ���ʵʩ��ʱ����������ֻ���г���Ҫ��ʱ�������г���Ҫ�IJ�Ʒ��
����Ϊ��ʵ����ʱ����������������Ҫ������������ͬ������������䲻���òֿ⣬ǰһ����ļӹ�������ʹ������ת����һ����ȥ��װ�������е�ӹ�����ƽ�н��С������졢���졢��ѹ�ȱ�����������Ĺ�����ͨ������������ҵ����ʱ����������С����������������ͬ����ͨ��“������ȡ”�����ķ�����ʵ�֡� “����ֻ����Ҫ��ʱ�䵽ǰ������ȡ����ļӹ�Ʒ��ǰ�����а��ձ���ȡ��������Ʒ�ֽ���������”���������칤������һ������װ���߳�Ϊ�����ij����㣬�����ƻ�ֻ�´����װ���ߣ���װ��Ϊ��㣬����Ҫ��ʱ����ǰ������ȡ��Ҫ�ļӹ�Ʒ����ǰ�����ṩ�üӹ�Ʒ��Ϊ�˲������������ߵ�����������ǰ��������ȡ���ϣ������Ѹ�����������������ʵ��ͬ����������
����������ͬ������������ͨ����ȡ��Ӧ���豸���÷����Լ���Ա���÷�����ʵ�֡������ܲ�ȡͨ���İ��ճ���ϳ���ٵȹ�ҵרҵ������֯��ʽ�������ղ�Ʒ�ӹ�˳���������豸������Ҳ������Ա�����ϵIJ�ͬ����������������ҵ�����������Ͷ������ǽ��ͳɱ���һ����Ҫ���棬�ﵽ��һĿ�ĵķ�����“���˻�”����ν���˻�����ָ�����������ı䶯�����Ե������������ߵ���ҵ�������Լ������ý��ٵ�������ɽ϶������������Ĺؼ������ܷ������������˵��������ϵ���ҵ��Ա�������������巽����ʵʩ���ص��豸���ã��Ա��ܹ����������ʱ������ҵ�����ٵĹ�ʱ������������ ����������Ա���������ҵ��Ա�ĽǶ���������ζ�ű���ҵ�е���ҵ���ݡ���Χ����ҵ����Լ���ҵ˳��ȵ�һϵ�б�������Ϊ����Ӧ���ֱ������ҵ��Ա�����Ǿ��ж��ּ��ܵ�“������”��
����2���������⻯
�����������⻯��ʵ����ʱ����������ǰ����������ν�����ľ��⻯����ָ��װ��������ǰ������ȡ�㲿��ʱӦ�����ʹ�ø����㲿�����������ֲ�Ʒ��Ϊ�����ƶ������ƻ�ʱ�ͱ�����Կ��ǣ�Ȼ���������ڲ�Ʒ����˳��ƻ�֮�С�������Σ����⻯ͨ��ר���豸ͨ�û����ƶ�����ҵ��ʵ�֡���νר���豸ͨ�û�����ָͨ����ר���豸������һЩ���оߵķ���ʹ֮�ܹ��ӹ����ֲ�ͬ�IJ�Ʒ������ҵ��ָ����ҵ������һ����ҵ��Ա��Ӧ������һϵ����ҵ���� ������
���������н�һ�ܻ�һ�յ�������������ʱ�����ƽ���������������̶���������֯������������ˮ����ÿ����ҵ�����ϵ�λʱ�������ɶ��ٺ�����ҵ�����˱�������ڻ��ڶ�����������֯���������Ҫ������������������֯���ʵĹ�Ӧ��������Ʒ����������ΪJIT������ʽ�������ǰ��ܻ���ƽ���������봫ͳ�Ĵ������������������ķ�ʽ��ͬ��JIT�ľ��⻯�����������������ĸ��
����������ҵ��ʵ�־��⻯�����͵��������������͵���һ��Ҫǰ�ᡣ���﹫˾�ı�����ҵ��Ҫ��ָÿһλ�༼����ҵԱ�������Ķ��ֲ�ͬ��������ҵ������ָ�ڱ� ����ʱ���ڣ���ÿһλ�༼����ҵԱ���е���һϵ�еĶ�����ҵ���������﹫˾�ı�����ҵ��Ҫ����2�����ݣ�������ʱ�䡢����ҵ˳������Ʒ���������Ǿ���“����ҵ ��ϱ�”����ʾ��
����3����Դ���ú�����
������Դ���õĺ�������ʵ�ֽ��ͳɱ�Ŀ�������;��������ָ�����������⣬���е��豸����Ա���㲿�����õ�������ĵ���ͷ��ɣ�������Ҫ��ʱ�����ʱ�ķ�ʽ��λ��
�������豸���ԣ��豸�������ģ��ʵ�ֿ���װ�����������磬���﹫˾���������õ��豸����װ�������ķ����� SMED�������﹫˾���д������豸��װ�������������ܹ���10����֮����ɣ���Ϊ“��Ʒ�֡�С����”�ľ��⻯�����춨�˻�����
�������������䣬��Ҫ�豸��ԭ���ϵĺ������á�����װ������Ϊ�������Ƶ����ȡ�㲿����Ʒ������Ҫ���“��Ʒ�֡�С����”�ľ��⻯�����ṩ����Ҫ�Ļ��������ǣ������ķ���ȡ��Ʒ�ķ�ʽ��Ȼ����������ҵ��������ɱ����ر���������䲻�㣬����Ӱ��ʱ��������˳�����С����������豸���ر���U�͵�Ԫ������ɵ�“��� U��������”�����Դ���������ҵ��ʹ�õ�λʱ���������Ʒ����������ӣ���������ò������ӻ����Ӻ��٣�ΪС����Ƶ������͵����������������ṩ�˻�����
������Ա���ԣ��༼����ҵԱ�����“������”����ָ��Щ�ܹ��������ֻ�����������ҵ���ˡ��༼����ҵԱ�����豸�ĵ�Ԫʽ���ý�����ϵ�ġ���U��������Ԫ�ڣ����ڶ��ֻ������յ������һ�����Ҫ���ұ���������ҵ�����ܹ����ж��ֻ����IJ�����ͬʱ�������������ҵ����һ������Ҫ��ͬʱ����������ϳ����ĥ���ȡ�
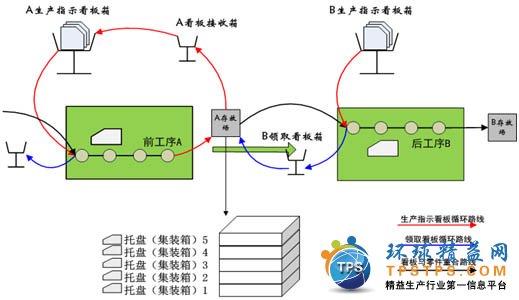
������ʵ��JIT����������Ҫ�Ĺ��������ǿ��壨Kanban�����������������������ֳ��������ų̹��ߡ�������ԣ���һ�ſ�Ƭ����Ƭ����ʽ�治ͬ����ҵ���в�𡣿����ϵ���Ϣͨ��������������롢��Ʒ���ơ������š�������ʽ�����������������š����͵ص�������۵ȡ�
ʮ��JIT��������֤
������JIT������ʽ�У�ͨ�������������ᴩ��ÿһ����֮����ʵ����������뽵�ͳɱ���һ���ԣ����巽����“�Զ���”�������������Զ�����ָ����������֯�е��������ֻ��ƣ���һ��ʹ�豸���������ܹ��Զ���ⲻ����Ʒ��һ�������쳣������Ʒ�����Զ�ֹͣ�豸���еĻ��ơ�Ϊ�����豸�Ͽ�������װ�˸����Զ�ֹͣװ�úͼӹ�״̬���װ�ã��ڶ���������һ�ߵ��豸�������˷��ֲ�Ʒ���豸������ʱ����Ȩ����ֹͣ�����Ĺ������ơ����������Ļ��ƣ�������Ʒһ�������Ͼͻᱻ���֣���ֹ�˲������ظ����ֻ��ۻ����֣��Ӷ��������ɴ˿�����ɵĴ����˷ѡ����ң�����һ�������쳣���������豸������ֹͣ���С��Ƚ������ҵ������쳣��ԭ�Ӷ��ܹ�������Եز�ȡ��ʩ����ֹ�����쳣������ٷ������ž����Ʋ�����Ʒ���ٲ�����
����Ϊ�˴ﵽ����Ŀ�꣬JIT�Բ�Ʒ������ϵͳ��ƿ��ǵ���Ҫԭ���������������棺
�����Ʒ���������Ѵ�����̣���Ʒ���Ӧ���г�������һ�£��ڲ�Ʒ��Ʒ��棬Ӧ���ǵ���Ʒ������Ҫ����������
�������ó��鼼��������ʽ������
��ԭ���ϻ�����Ĺ�Ӧ�߽�����ϵ���ԴﵽJIT��Ӧԭ���ϼ��ɹ��㲿����Ŀ�ġ�
������JIT��ʽ�У���ͼͨ����Ʒ�ĺ�����ƣ�ʹ��Ʒ����������װ�䣬����Ʒ��Χ����ʱ����ʹ���������չ��̣�ҲҪ�������ӹ��չ��̣����巽���У�
������1��ģ�黯��ƣ�
������2����ƵIJ�Ʒ����ʹ��ͨ�ü���������
������3�����ʱӦ������ʵ�������Զ�����
����JITǿ��ȫ������������Ŀ�����������ϸ�Ʒ�������������ϸ�Ʒ�ĸ�Դ�����跨������⣬JIT�л����������д���������������أ�������С������ܿ��Ƶ��¹�������������Լ��緢�ֵȡ�
ʮһ��JIT�ɹ�������δ����չ
����JIT�Զ���������ͨ�� ����������������ʽ�ѹ������������ܵ��ν�������ʹ���ʴ������ɱ���������Ʒ��Ϊ���٣����������Ч�ʣ���һ������ʽ���ƹ�Ӧ�ù����У��������Ϸ�չ���ƣ�Ϊ�ձ�������ҵ���ڷɲ����˳�����������Ч�ʡ���һ������ʽ��Ϊ���繤ҵ����עĿ������Ϊ��������ҵ�����������������������������ϵͳ֮һ��
����JIT����������ʽ��70���ĩ�ڴ��ձ������ҹ���������һ�������쳧���ȿ�ʼӦ�ÿ���ϵͳ���������ֳ���ҵ������ 1982�꣬��һ�������쳧���ÿ���ȡ������������Ѵ����������������43%��80��������й���ҵ����Э����֯�ƹ��ִ����������������������Ϊ�ִ���������֮һ����ȫ����Χ�������ƹ㣬��Ϊ������ҵ���á�90��������ҹ���������ҵ�����ӹ�ҵ�ڡ�����ҵ��ʵ�� ��ˮ����������ҵ��Ӧ��JIT���������Ч���������һ�������쳧���ڶ��������쳧���Ϻ�������������˾����ҵ����ϳ��鴴����Ӧ��JIT��ȡ�÷ḻ�ľ��飬���������õľ���Ч�档
�������﹫˾�ľ���֤����ʱ��������ϵ�Ľ�����һ����Ҫ�������豸Ͷ�ʣ��ؼ���������Ӫ��ʶ�ĸ��£�Ҫ��“ʱ��”������ָ����ҵ��������Ϣ���ĸ��죬Ҫ����“ʱ��”��Ҫ��������ҵ������ϵͳ�����մӴ�ͳ����ģʽƽ�ȹ��ɵ��ִ�������ʽ��
����JIT˼�����ִ���ҵ�����ϸ�᳹�����������е������ʵ���ֶ��������ҵ��������ʽ����ͬ��������ҵֻ����ʵ���в���̽��������Ѱ�Һ�ȷ���Լ���JIT��ʽ��ͬʱҲ�����Ϊ�ף���������JIT������ʽ�ľ��衣
(���α༭����������)
|











̸̸���Ը����µĿ�