





ժҪ:��Ԫ���������ֹ��� ��Ԫ������ʽ��Ϊ�������ͣ��ֱ��Ƿָ�ʽ������ʽ����̨ʽ���� �������ͼ��и��Ե��ص����й�ͬ�����ԡ� ���ǵĹ�ͬ���Լ��������������ϣ� ��ҵԱѲ����ҵ��վ����ҵ�� ��������ʱ����ˮ���Ų��� �����߳����һ�¡� �������ǵ�Ԫ������
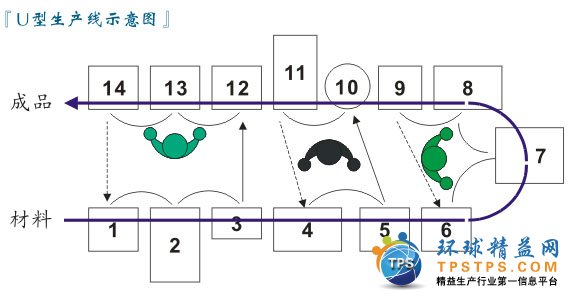 ��Ԫ���������ֹ��� ��Ԫ������ʽ��Ϊ�������ͣ��ֱ��Ƿָ�ʽ������ʽ����̨ʽ���� �������ͼ��и��Ե��ص����й�ͬ�����ԡ� ���ǵĹ�ͬ���Լ��������������ϣ� •��ҵԱѲ����ҵ��վ����ҵ�� •��������ʱ����ˮ���Ų��� •�����߳����һ�¡� �������ǵ�Ԫ�����Ĺ��ԣ�����������ʽ�ĵ�Ԫ�������߱����������� һ�� ��ҵԱѲ����ҵ��վ����ҵ�ڴ��ʹ������ߡ������豸���ܲ��ֵ�����������•�����豸���� •��ҵԱ���� •����Ʒ�洫�ʹ��ƶ�/����Ʒ����˳��ƶ� ��̨ʽ������ʽ��Ҫ����ҵԱ����Ѳ����ҵ��Ѳ����ҵ��˼����˵ ��ҵԱ����ֻ����һ������Ʒ������һ�����������ת����һ������ �����νѲ����ҵʵ�ʾ�����ҵԱ�ڵ�Ԫ��“תȦ”����ˣ������Dz� ����̨ʽ��������ʽ����ҵԱ�������Ʒһ���ƶ��ġ� •�����豸���� •��ҵԱ�ƶ� •����Ʒ����ҵԱ�ƶ� ’ ��ΪҪ�ƶ�����ô��ҵԱ��Ȼ�Ͳ��������ˡ� ��ʹ�Ƿָ�ʽ��Ԫ������Ҳ�б�Ҫ����վ��ʽ��ҵ��һ�������ǿ� �ǵ��ָ�ʽ��Ԫ������������̨ʽ������ʽת������һ���棬վ��ʽ ��ҵ��������Ч�ʱȽϸߵ�һ�ַ�ʽ��վ����ҵ�����ҵԱ����Ŀռ� ���ȡ��Ч�ʵ���ҵ������ ����������ҵ�ڲ���վ��ʽ��ҵ�����Ч�ʣ���������ҵ�� �ӵ����Ķ�������ԭ�������������ҵ�ƺ�Ӧ��������ҵ̨ǰ�������� �ǣ�����Ч�ʵĸߵͲ���������Ψһ�����뵥���Ķ�������ԭ���� �ȣ����Ǹ����ĵ�������Ч�ʡ�վ����ҵʹ����ҵԱ���Ի���Э������ �����������ƽ���ʡ�ÿ���������Լ�����ҵ̨ǰ��Ȼ�ﲻ������Ч���� ���� ��������ʱ����ˮ���Ų������߰���ʱ���Ų�����ҪĿ����ϣ��Ա���ܹ�����һ�������ҵ ��ʽ��һ��������һ��Ա����ͷ����β�����Ա���Ƕ�̬�ģ���֮ΪѲ����ҵ�� ����ҵԱ����Ʋ�ӣ������������߰���ʱ���Ų��Ļ�����Ա ��������һ���ӹ���ҵʱ����װ�о����㲿������࣬Ա����ҵ���� ���㣬Ա���ͻ��ߵ���һ��λ��Ѳ�ص�Ŀ��Ҳ�ʹﵽ�ˡ� ���������߳���һ���ܶ��˰ѵ�Ԫ�����߳�֮Ϊ“U”�������ߡ�����Ҫ����Ϊ��f�� Ԫ�������������Ͽ�����ȷʵ�е���“U”�ͣ������������Ų���ͼ��ͼ4.9ȷʵ�������Ǹ�“U”�ͣ����ǣ���������“U”�͵�Ԫ�� ��ת180�ȵĻ������ξͻ���“n”�ͣ������Ļ������Ǿͽ�“n ��������”�ˣ� ��Ԫ���������β�һ����“U”�͵ģ�������“n”�ͣ������� “L”�͡�“��”�͡�“M”�͡���Щ���DZ����ڱ���֮�µ��ǵ�Ԫ�� �ij��ں��˿ڱ���һ�¡�Ҳ����˵����Ԫ�ߵIJ��ֱ����ԭ����ںͳ� Ʒ���ڰ��ŵ��㹻�ӽ�������һ����ҵԱ����ͬʱ����ԭ����Ͷ����ҵ �ͳ�Ʒ������ҵ�� Ϊʲô����������Ҫ���أ���һ�������һ�������ڼ��ٿ����˷��� ������˿ڲ�һ�£���ҵԱ����Ѳ����ҵ����ô��һ����Ʒ������ �ˣ�Ҫȥ����ȡһ��ԭ���ϼӹ���ʱ����ҵԱ�ͻ���֣�����û�в� �Ͽ����������ӳ�Ʒ�������ߵ�ԭ����Ͷ��ڣ����ʱ�����˷ѡ���� ���˿�һ�µĻ�����ҵԱ���̾Ϳ���ȡ���µ�ԭ���Ͻ��мӹ����Ӷ��� ���˿����˷ѡ� �ڶ��������һ���д���������ƽ�⡣ �ڷָ�ʽ��Ԫ����������£�ҪΪÿλ��ҵԱ���乤���������� ���˿�һ�£�������dz��ӽ����Ӷ�Ϊһ����ͬʱ������������ṩ�� ���ܡ��������˹�����������ԣ��Ӷ�ȡ�ø��ߵ�������ƽ���ʡ� (���α༭����������) |
��һ��
(0)
0%
��һ��
(0)
0%
------�ָ���----------------------------
- ��һƪ���ָ�ʽ��Ԫ������
- ��һƪ����Ԫ�������ŵ�



̸̸���Ը����µĿ�