





ժҪ:��������ѧ��M.��ɪ��J.��˽�����������ѧϰ�۲졷���״�����˼�ֵ��ͼVSM�ĸ�������������������ԣ�����Ϊ�ͻ��ṩ��Ʒ�����������м�ֵ�������һ�����˷ѣ���ս������ι۲죬�ҳ��˷ѣ� ��IE��VSM IE��Դ�������������ձ��õ�������̵ļ��У���

��������ѧ��M.��ɪ��J.��˽�����������ѧϰ�۲졷���״��������ֵ��ͼVSM�ĸ�������������������ԣ�����Ϊ�ͻ��ṩ��Ʒ��������������ֵ�������һ�����˷�����ս������ι۲죬�ҳ��˷��� ��IE��VSMIE��Դ�������������ձ��õ�������̵ļ��У���˲ŵ����˷���������ʽTPS�����������족LP�ĵ��������IE�Ѿ���ȫ����õ����Ͽ������ã���Ϊ�����˷��ġ����������� IE���������רҵ�о�����ҵ���У��Ѿ�ȡ���˳���ķ�չ����ʵս�ĸ߶ȡ���ȡ����������������Ϊ�����Σ�������Ԫ�������������Σ�������ʽ���£�������Σ�VSM������ȫ�����Ż��� ���û������VSM��������ҵ������ֻ��ͣ���ڵ���ߵķ�Χ�����������ʶ��ȫ���̶�to�˵��˷���Ҳ����ȫ��ֵ�ʵʩ�����Ż�������VSM������ҪIE����ʦ�������գ�����Ҫ��ҵ�ĸ�����Ա���ر����и߲������Ա������Ⲣ��ʵ���������ʾ����������VSM��IE�ľ�������ʼ���е㡰����֮�ܡ�֮�У� 
��֪VSMVSM����Դ ��������ѧ��M.��ɪ��J.��˽�����������ѧϰ�۲졷���״��������ֵ��ͼVSM�ĸ�������������������ԣ�����Ϊ�ͻ��ṩ��Ʒ��������������ֵ�������һ�����˷�����ս������ι۲죬�ҳ��˷��� 
VSM���ں� ��ֵ��ͼ��value stream mapping������һ��ֽ��һ֧��˳�����Ϻ���Ϣ�������ռ��ؼ����ݣ���ʾһ����Ʒ������������ȫ���̣���to�ˣ���ÿһ�����������������Ϣ����ͼ�������������������Ĺ��� ����һ�����̵������ռ������ VSM����; ��ֵ��ͼ������ȫ�桢ȫ���̹۲�������Ʒ��ͨ����ֵ�����̵�������������Ϣ�������ر������е���ֵ�ͷ���ֵ���˷�������Ӷ������˷���ȷ����Ҫ�����ĵط����������ҳ��������� ��ֵ��ͼ�����Ա���ֻӦ�ø���ľ��湤�ߣ����оֲ�������������������IE����������PE��������ͨ��������״ͼ���������״̬ͼ�����츶��ʵʩ��ͨ�����ַ���������ȫ���������ֵ�����㡢�桢����ȫ�壩���Ӷ�Ϊ�ͻ���Э���̺�Ӧ�̴����������� VSM��Ŀ�� ��ֵ��ͼ��һ��ǿ���Ŀ��ӻ����ߣ�������ҪĿ���ǰ�������ȷ����Ӫ�����д��ڵ�DZ�ڵģ����εģ����Կͻ�����ֵ���˷�� ��ֵ��ͼ���κ���ҵչ�����̷�������Ч���ߣ��ȿ���Ϊ��ҵ�ڲ���ͨ�Ĺ��ߣ�Ҳ����Ϊ��ҵ��ս�Թ滮���� ����ҵ����������ص���������Ϣ�����ֽ�����ͼʾ�ķ�ʽ���Ա����������ҵ�˽�Ŀ��ľ�Ӫ�ֿ���δ���ľ�Ӫ�ֿ� ����һ������ϵͳ��������ֵ����ͼ��������������һ�¿��������е��˷����Σ� δ����ò�ĵ���ֵ����ͼ����ʾ����ʵ�ֵ�δ��Զ������������ʶ�����ֵ���������ܼ����˷����εĻ��� 
�����������ҵ������Ե�5-10���������˷��Ļ��ڣ�����ʼ�����ƶ������˷��ļƻ�������ִ�� ����VSM��ֵ��ͼ��Ϊ4����𣬿��Դ���ġ��㡱��������Ԫ�����֡����б�Ҫ���������ߡ������䣩�����桱������ȫ���̣����������ҵ������չ�������������Ĺ�Ӧ���Լ����������̡������̣�������Ϊ����ֵ���� 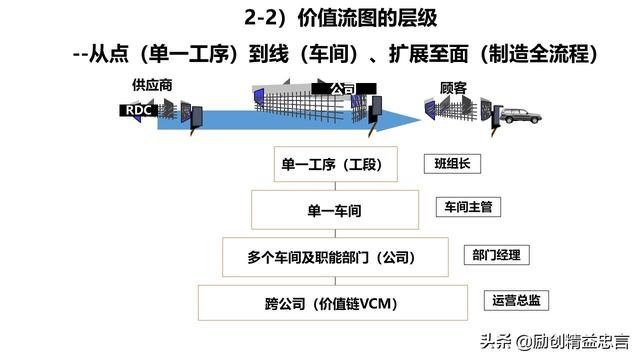
��ֵ��ͼ�IJ����� 
���μ�VSM 
���伶VSM 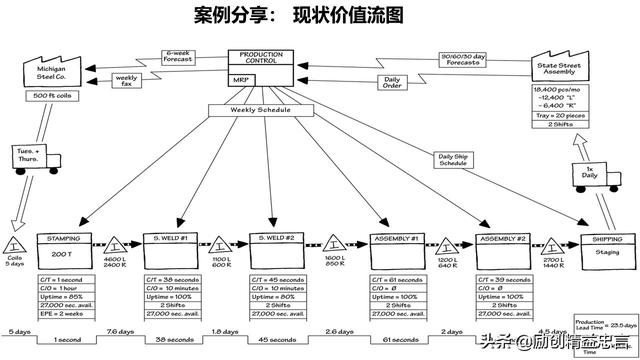
����ȫ����VSM ���Ʋ��� ��ֵ��ͼ�Ļ����ص�
���Ƶ�һ��
���Ƶڶ���
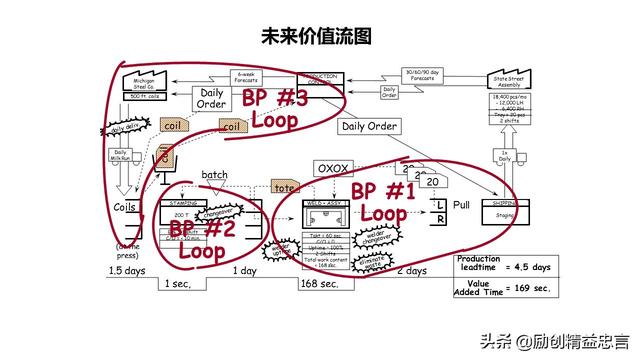
���Ƶ����� ��ֵ���Ż���ֵ���������� ��ֵ�����������ǽ�������ֵ��ͼ����֮�ϵ���Ч�������ߣ�����Դ�ڷ��﹫˾�ġ����ϼ���Ϣ����������MIFA�� �κε����������о�����������������Ϣ������ֵ�������Ǵ�Ϊ�ͻ�������ֵ���ӽǣ������ǵ�ע������ע�ڽ�����������������ֵ�������������ֵ��������ȥ��������������������Ϣ������ϵ ������ֵ��ͼ����ֵ������������Ч�ġ�ѧ�ᷢ�֡����ֶ� ���������������״�����еġ���ֵ�����ʡ� 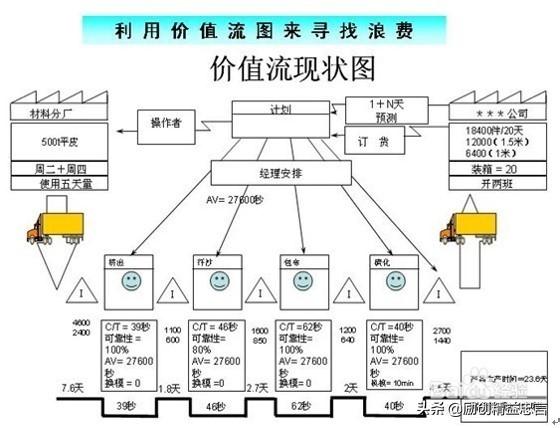

��ֵ���������ڹ۲���������̵���״ͬʱ����ʵʩ�����δ����ͼ�����������������Ż���ġ�ָ���������� 

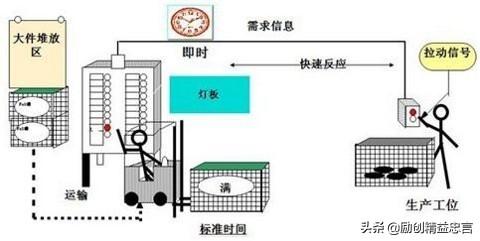
���Ƕ����Է��֣�ֻҪһ�дӿͻ�����Ҫ����������������ҵ�ڲ����ⲿ�ĸ�����Դ�����Ǿ��ܹ����֡����졢���ݸ������ֵ �ͻ���ֵ��������ͬ��ҵ��һ�ᴩ�����ѭ��ϵͳ��Ϊ��ҵ��չ�ṩԴԴ���ϵ������� �������ҵ�Ὣ��ֵ��������չ���쵽�ⲿ����Ӧ�̡�����Э���̡�����ֵ������VCM�� ���������л�ͼ��ԶԶ�����ģ�������ܺܺõ���������������ԭ����ô����ͼ�β�������ں�������Щ�Ľ��Ĺ���������ӽ�ʹ�˷���С����ȡ�ü���Ч����Ŀ�� ��ֵ�������Ż� ʱ������JIT �ڵ���Ʒ�֡�С�������콻�ڡ����������Ʒ�ʡ����г���ͻ�����ʱ����δ�������ǡ������С�㡰�Ĺ�ģ�������ǡ���������㡰���ٶȾ�������ʱ��ľ�����Ϊ��ҵ�ġ�������������������ͳ����������ģʽ�Ѿ���Ϊ��ҵ�������������ϰ������볹���£� ��Դ�ڷ����ʱ����JIT�����������µ�����ģʽ��Ƽ������˳����������������ҵ���������������족 
�����Ż�ʵս����Ʒʵ�����̡����ٻ� �����¡���ͳ����������ģʽ�������롱��������ʽ����ģʽ�������������������Lead Time ����������������еġ��ȴ����롱�������˷� ����Ƶ�������ٻ��ͣ�SMED����ʵ��ȫƷ�ֻ���������Hybrid

����ʽ���������� 

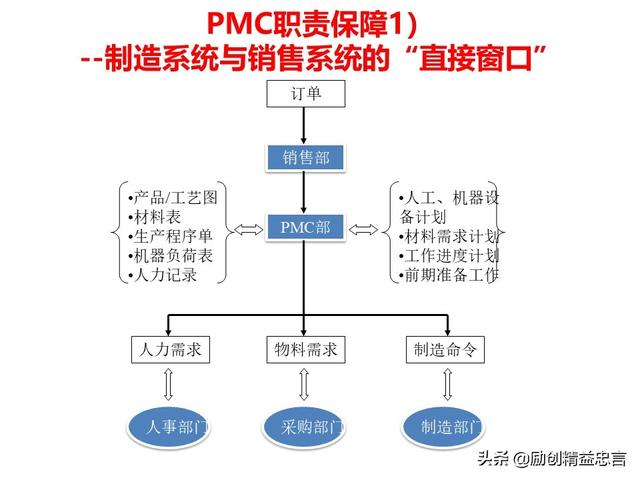
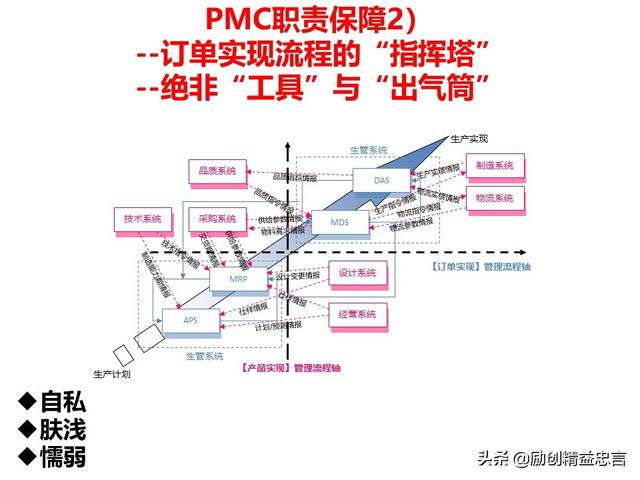
������ʵ�����̡�ʱ�� ǿ��PMCְ�ܵ�Ȩ����λ������PMC��ְ�ܴ��� PMC���ǡ��ƻ������Ϲ�������ơ�����������һ�������IJ��ţ������ǹ�Ӧ������SCM�ĺ��IJ��š�PMC��������˵���Ҫ����Ϊ�������������ܷ�˳��ʵ�֡��ܷ�ʱ���ʽ�����ͻ��������ݱ��߶������ҵʵ����Ҳ��ȡ���ڶ�PMC��ҵ��Ա�����������൱һ���ֵ���ҵ�У�PMC��Ȼ���ڡ�������û�С�Ȩ���ԡ�������ǿ�ƶ�����Ϊ�����ߡ���������Ͳ��������ֵ���ڸ�����ȱʧ����
�г������۰����������Ψһ�ġ�����ҵ�ڡ� ��ҵ����һ����������֮һ������ʵ�����̵ġ�˾���ָ������ ǿ��PMC�ġ�����ԭ��

����������ҵPMCְ�ܵĽ������� ��ͳPMC���������� ����PMC����������ǿ ��Ϣ��PMC��������Ϣ������ 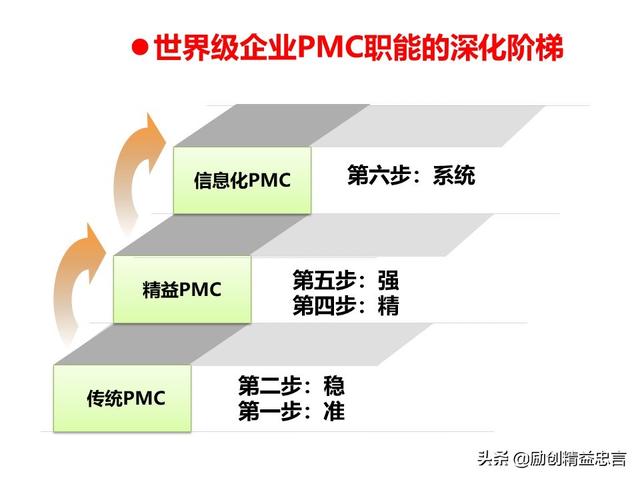
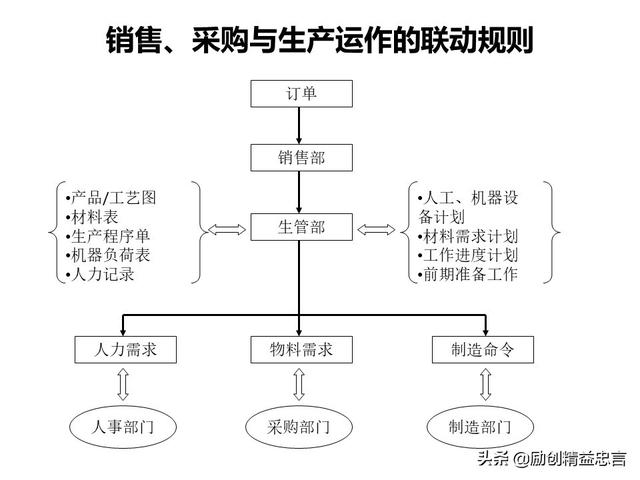
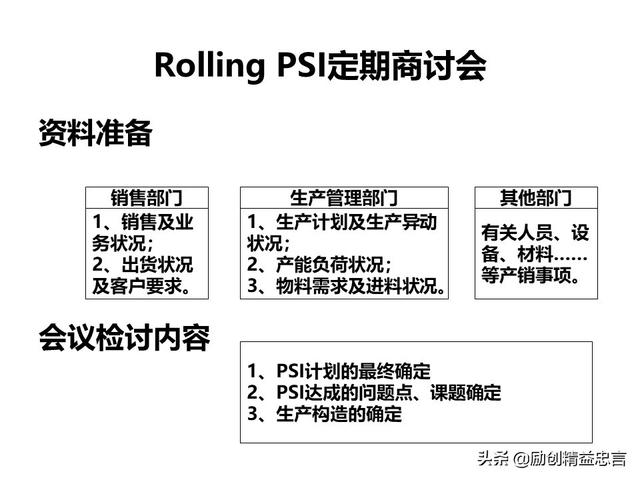
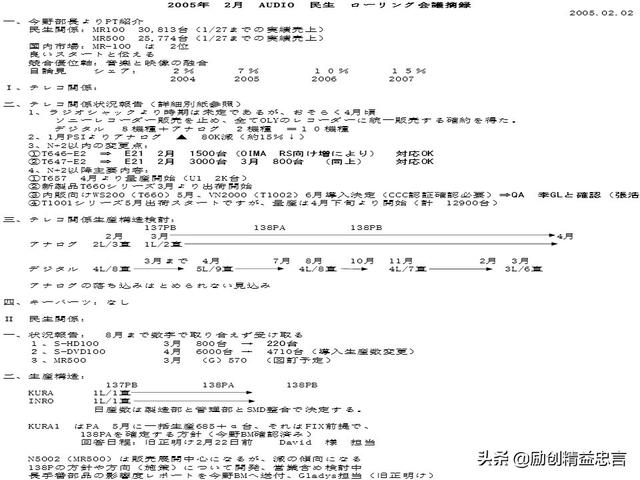
�Կͻ�����Ϊ��������������������PSI�ƻ���ϵ �ͻ��������������г�Ԥ����ͻ�����������ȷ������������������Forecast����������֮����Ų��ƻ����ɹ��ƻ���������һ���ж����Ǹ��ݿͻ��������ƶ��ģ�����������֮Ϊ��������һ�廯�����������ڶ���ҵ���������г����ͻ������ļ���䶯ʱ������Ѹ�١�ȷ�ذ��ҿͻ������������������ڵ�����������Ϣ����ͣ���ڡ����������Ĵ��Զ��Ե�ˮƽ�������������������ָ���ԵĻ�����ȻҲ������ȷ��Ӧ���ٱ仯���г����ͻ������� PSI�ƻ���ϵ�������ֳ���������һ�廯���������������Կͻ�������ȷ��������ϢΪ����ͨ�����۰�顢������֮����Ͻ��ƻ�����Ϊ�ֶΣ��ƶ����Ų����ɹ�����Ա���á��豸װ��\��װ�о������Ⱥ����ж��ƻ����Ӷ��ﵽ���ϵ���Ǣ��Ҳ����γ��������������졢���챣�����۵����Ժ����������߳�Ϊ���ƻ���ϵ�Ķ�����ơ� PSI�ƻ���ϵ��6�����
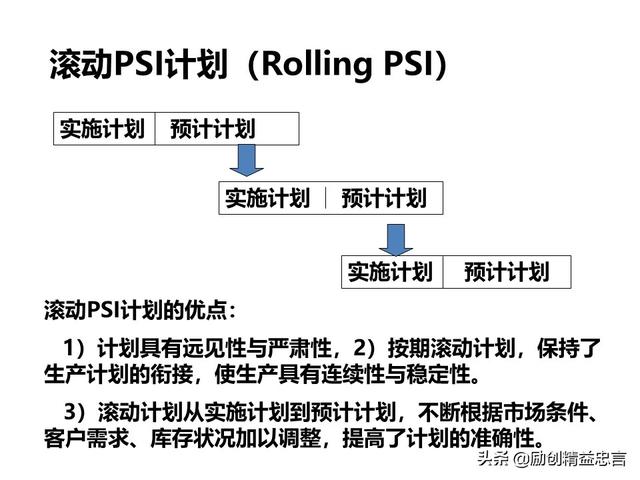
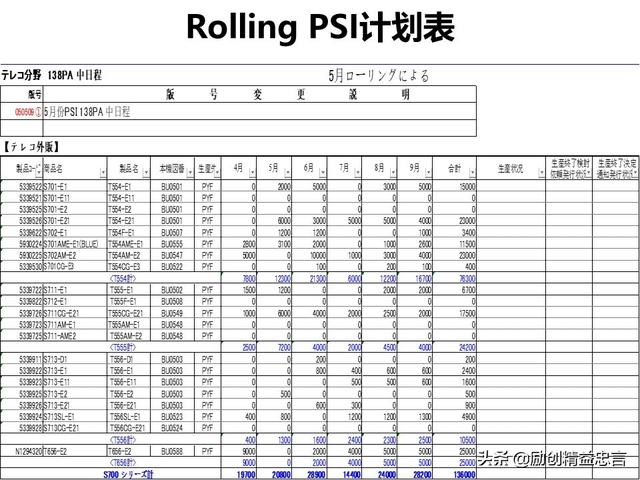
�����г����ͻ������仯�Ŀ�����Խ��ԽƵ������ң������PSI��������ʵֻ��N 2���»��ܣ�������Ҫ��ʮ��ȷ��һ��Ϊ90%���ϣ�������ȷ�����ݽ�ʹ��PSIʧȥ��ָ�����壬�����ᵼ�´���ľ������ж� ÿ�ι�������֮�������仯�Աȱ���һĿ��Ȼ 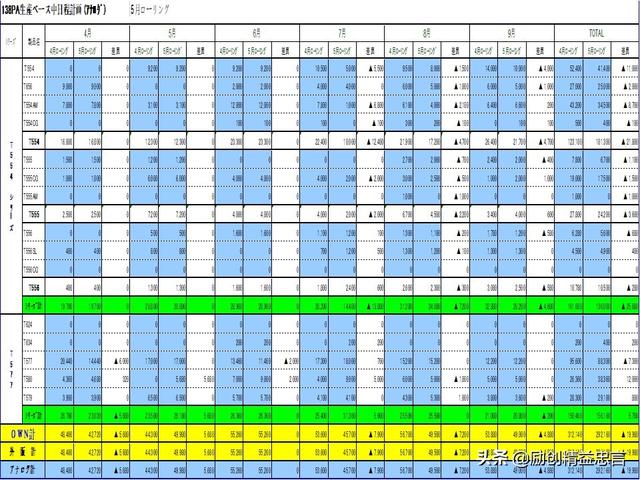
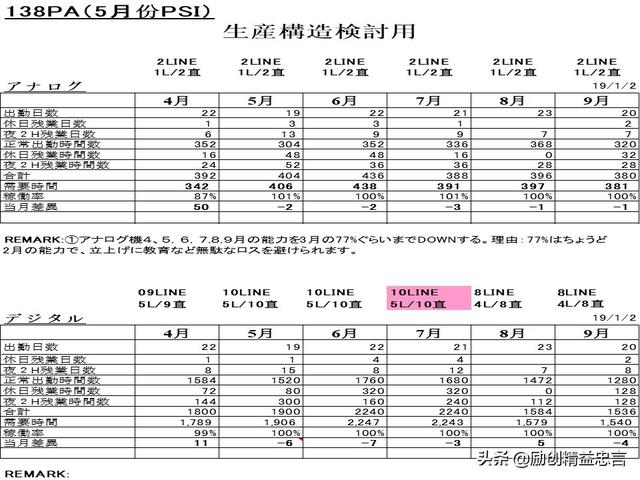
�����ֻ��Ҫ��¼��
���ݴ�ͳERPϵͳ���ܡ�����MES��APS ��ͳERPϵͳ�ġ������Թ���ȱʧ��
�ӱ��������϶��ԡ�ERPϵͳ�Dz����Ե���Ϣϵͳ������ȫ�������㵱����ҵ��������ʵ�֡���Ʒʵ�ֵ�ȫ���̹���������������졢��ҵ4.0����ս��������⣡ ��ͳERPϵͳ�Ĺ������ݿ̲��ݻ���ERP Package��
ʵ���Զ�����������Ϣ�����ںϵġ������͡�������������ϵͳ 



���� �����̳�����ս������ҵ֮����ⲫսʱ�����ݣ���ͬ�ƶ�����������ҵ�IJ��Ϸ�չ���������Ʒ��ȡʤ���Լ۱�ȡʤ�IJ��ұ�ƴ֮�ܶ���ҵ���Ҳ���δ���ķ�������ǭ¿�����֮�У���ʵδ���ķ��������ǰ������������֮·���ڽ��£��Ǿ��ǣ���VSMΪ���ߡ��Ծ���˼��Ϊָ���������ܻ��Ƽ��뼼��Ϊ�ֶΣ���ʵ�֡���Ʒ�֡�С�������콻��������ģʽΪĿ��������������췽ʽ�� ���������ԡ� רע��ר�С�ר�����������뾫�������ʮ���أ���֪�й�����ҵ��ȥ�ijɳ������𣬸����δ��ȫ����֮��ޣ�ʵҵ�˰�֮ʹ����һֱ�������ģ�ÿ�մߴ���Ŭ��ǰ�� �ĺ��������Ȥ��Ҫ���ǵ�����Ͻǡ���ע���������Ϳ���ÿ���ȡ��ͷ����ר��������֪ʶ ��ӭ��ע�����ۡ��ղء�ת���뽻�� |
- ��һƪ������Ʒ���ܱ���������ϴ������ Popeyes�ڵ����仧�Ϻ�
- ��һƪ��û����



̸̸���Ը����µĿ�