





ժҪ:���ߣ���� ��̨�ظ�����ס����ɲ������ھ���ԭ������ �����ع������ھ��ʣ� �����˷��Ǹ��ƵĿ�ʼ7���˷�֮һ ���������˷ѡ� �ߴ��˷Ѹ����ַ�֮�ֳ�Ӧ��֮һ�ӹ����˷� �ߴ��˷Ѹ����ַ�֮�ֳ�Ӧ��֮һ�������˷� �ߴ��˷Ѹ����ַ�֮�ֳ�Ӧ��֮һ�ȴ�����
|
���ߣ���� ��̨�ظ�����ס����ɲ������ھ���ԭ������
�����ع������ھ��ʣ�
��̤ʵ��������֮��������֮�� �ߴ��˷������ַ�֮�ֳ�Ӧ��֮һ���������˷� ������Ʒ�����������̽��衿�ںţ����������������Ŀ�ʼ��
��С�䣺�������� ��ѧ��ҵ�� ���£� �������� 5�깤������ ����IEС�� ������������
�� ���ֳ������У���һ�����Լ����˷������֮Դ�����������еĹ���Ʒ�ʣ��ɱ���Ч�ʵ����ⶼ�����˷��������ף��ֳ��������ջ���Ҫ�ص��������⣬�������⣬���������������ô����������ǽ����ڷ����������������������ǰ���Ƿ������⡣���ߴ��˷����ֳ����������������ѹ��ߣ�ѧ������Ҳ�͵���ӵ����һ˫����������۾��� һ�� ���Ķ࣬��������Ķࡣ �����죬С��һ��ͽ���С�䣬С��½�����װ�����л��ˡ��ߵ�Fire clip������վʱС��ͣס�˽Ų���С��һ�۾Ϳ����Ա߶ѻ���ɽ��Ʒ���ڵ�������վ�ߡ���ʱ�����������²�֪������ð�˳�������С�����к����������㣬���������ã����ҿ��£��������ʲô���⣬һֱ��Ʒ�������ĺ��������Ѿ�����Ӱ�����ҵ������ˣ���ѧ���Ƕ���������С������û˵���ͳ�����������һ�ι�վ��ʱ�ⶨ��
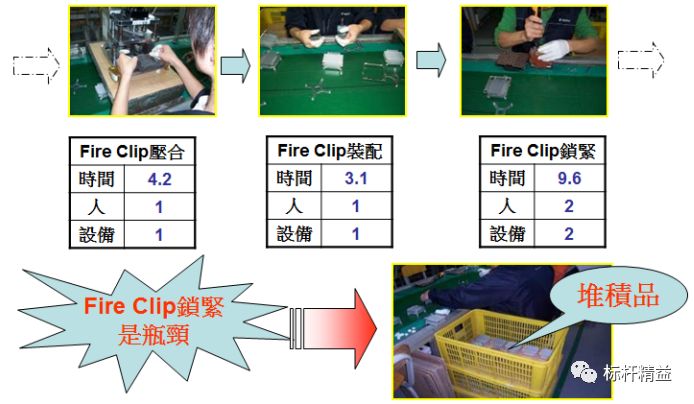
���꣬С�������˴𰸣�Fire clip������վ�滮���ز���������Ȼ���������˵���Ȼƽ����4.8S��ҵ����װ�乤վ֮3.1S�γ����صIJ�ƽ��������������������ض���ƿ������IEС�С������һ˵����һ�¾ͺ��ˡ�������ͷ˵���������ǣ������ҹ���ſ��ˣ�û�п��ǵ���ƽ�⡣�� С�����˶٣���ͷ������С�䡣��ǰ������㽲�Ĺ������������Ķ࣬�������Ķ�ĵ���˵�������������С�价���˴��һ������˹����˵�������ã����Ҿͽ�������ҵ���λ�˵���������������������ң�����֤�������IJ�Ʒ����̫�࣬���˷���Դͷ����λʱ��Ͷ����,������������ɵ��˷�����Ҳ��Ŀǰ�����������˷�������������ֵ��������������Դû������Ӧ���������ͻ���Ҫ�IJ�Ʒ�ϣ�����ͽ������Ʒ���Ʒ��������ӡ��� ������С��������һ�������������������������¡�
���������� ��Fire Clipװ����������������ϲ��o������3����ҵԱ,ƿ����վ��̯���ƽ����ʱΪ4.23ƿ��������Ʒ������������ʵ����ƽ�⣬һ����˳�������� ʵ����������Ч���dz��á�������վ�Ķѻ�Ʒ��ʧ�ˣ��ֳ��г���һƬ�������ɵ����ա� ��С��Ļ���˵�������������������������ڲȽ��˿�ʼ�����ˡ�
����������Ʒ��������ֵ������� ��ʱ����������ͻȻ����һ�θп��������ӽ�����ֳ������ж��У������ид�����������������Ʒ��������ֵ��������Խ��Խ�ã��������ͻ�����������ֻ���ͻ�Ҫ��������������һ�ɶ����˷�������Ҫ��������������Ҫ���Լ�������������������Ӧ����һ���������������������ƽ�⡣�ҽ����������ᵽ����������˷����������ĵ��ˣ������һ��Ҫ�ȵз��֣��ȵп����ȵм��𡣾��������κ�һ������������˷�����ʵ��������������Խ�࣬������ǿ���Ҫ�ģ������dzɱ�Խ�߿���Խ�డ���� ������λ�֮��ҷ���ÿ�������϶�¶���˻��ĵ�Ц�ݡ�������С��Ц���ر����ر����� Tips: ����������˷�С֪ʶ�� 1.����: ����֤�������IJ�Ʒ����̫��, ���˷���Դͷ. 2.������ʽ�� (���α༭����������) |

- ��һƪ�������Ů����ӯӨһЩ����������
- ��һƪ��û����



̸̸���Ը����µĿ�