ժҪ:��Ŀ��Ϊ�����豸�������λ��� �������ǵĿ�չ�豸����ʱ��������ǿ��Ӧ����ʲô��������ô���� ��һֱ��������ô����Ը���������������ҵ����TPM�е�����ά��ʱ��������������ʽ������֮�Ժ㡢�������Ƶ����á� �ڶԱȵ¹����ձ�����ҵ��Ա������ʱ
�������ǵĿ�չ�豸����ʱ��������ǿ��Ӧ����ʲô��������ô����
��һֱ��������ô����Ը���������������ҵ����TPM�е�����ά��ʱ��������������ʽ������֮�Ժ㡢�������������á�
�ڶԱȵ¹����ձ�����ҵ��Ա������ʱ���ҹ��������ҵǡǡȱ�ٵ�������㣬���ȥ�����豸�������λ��ƣ�������Ϊ��Ҫ������ҵ��ӪĿ�꣬��ͬ��ҵ����ʽ�������ȥ������
�κ�һ����ҵ��֯�Ĵ��ڣ�һ����Ϊ��ӯ�������еĹ������������Ҳ��Ϊ��֧����һĿ���ʵ�֡�
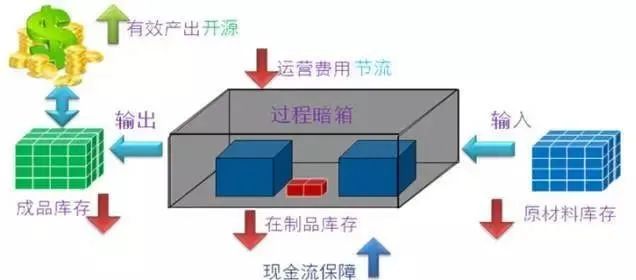
������֯��ģ�ж����ҵ��ʽ�ж�䣬���Ƕ�������֯����һ�����̰��䣨��ͼһ������ҵͨ������������Ļ���������ɲ�Ʒʵ���������������������������ָ��֧������֯��ӯ��ϵͳ������
A��Ч��������Ʒ�ӹ������ܲ�������ȥ����˵�ӹ��ܲ��������г���������
B��Ӫ���ã���Ʒʵ�ֹ��������������Դ�ͷ��õ�Ͷ�룻
���˵ͨ�������ȡ���˳�Ч�����ȿ���Ч������û�����ӣ��ٿ���Ӫ������û�н��ͣ���������û�н��ͣ������û�У�Ҳ��̸��������������ҵ��ӪĿ���֧�����á�
������ҵ���õľ��巽�棬����Ҫ�ѹ��̽��зֽ⣬��ÿһ����ҵ�����壬����Ҫ�й��̵Ĺ�����仰˵��������ҵ���ǹܿص����壬��ҵ�߸����˼�������ָ��������ˡ�
����ʯ����ҽҩ��ұ����һ����ҵ��˵����Ϊ����ƽ����ͨ���������ȷ���ģ����dz�֮Ϊ������ҵ�ߣ�ͬʱҲ����һ����ҵ�����ˮ���硢���������ȹ��ù��̲��֡�����������ҵ�������趨���豸����Ŀ���ǣ�
A:�¹�ͣ��Ϊ�㣺����Ч����ָ�꣬ͨ��������ҵͣ����ʧ�Ǻ����صģ����˿�ͣ��ʱ����ʧ������Ӱ�쵽�Ƴ��е�������ʧ�����������������Ⱦ�������˺��¹ʵķ�����
B:ά���ý��ͣ�������ҵ�ߣ�Ϊ����ǿϵͳ�Ŀɿ���Ҫ��һ������߱����豸������ǡ���豸ʹ���ߴ����˲������豸���������ɣ�������ǿ��ά���õĽ��͡�ͨ���ķ����ǣ���һ��ʱ��Ҫ��ά�����½�20������������½�����������ʱ����ȡ����ܿصķ�ʽ����ÿ���ά���ò��ܳ������Ȼ��ͳ�豸����ָ���кܶ࣬���ǽ����������������ָ�꣬��������Ϊ����ָ�ꡣ
C:����������ͣ���������Ľ���ȡ�����豸ά�������ܿس̶ȣ�������˵������ά��ʽ�������º�ά�ޡ�Ԥ����ά�ޡ�Ԥ����ά������ά�ޡ�Ҳ����ֻ��Ԥ����ά������ά�����������ӣ��ſ��Լ����º��Ԥ����ά�ޣ�ʹ�����ʽ��͡��ӳ��豸ʹ�������������ſ���ʹ����ʹ���������٣�������ȷ����ߣ��������������Ľ��ͣ��в���ǿ�ƽ��ͱ��������
����������װ��ʳƷ��װ���ҵ���װ�����Ϸʵ���Щ��ҵ����ҵ�߳��Զ����ߡ�������ҵ�߷�Ϊ���˹�Ϊ������ҵ�ߺ��Ի����豸Ϊ������ҵ�ߣ������趨���豸����Ŀ���ǣ�
A:OPE��OEE��������Ч����ָ�ꡣ���豸Ϊ������ҵ�ʺ���OEEָ�꣨�豸�ۺ�Ч�ʣ������˹�Ϊ������ҵ���ʺ�OPEָ�꣨�˹��ۺ�Ч�ʣ�������ָ���ڷֽ������䲻һ��������ͳ������ʱ����һ���ģ�����ʵ�ʺϸ�Ʒ����/������ʱ��Сʱ�����ܡ��ڹ���ˮƽ���ڳ��ڵ���ҵ�����ǽ�������ʷ��߲������˶���Сʱ���ܣ����������γ�ͳһ�����Ͳ����������ڹ���ˮƽ�ϸ��г������ر��ҵ���ҵ�������ù�ʱ�ⶨ�ķ���ȥʵʩ����������ҵ������֪�������Ч�ʵ��µ���Ҫ�����Ǹ���ͣ����ɵļڶ���ʧ�������豸����ͣ��ʱ���ʹ��������ϲ�����ɵ�����ͣ����ʧ���˹�Ϊ������ҵ��������Ա��������������Ա���Ų�������ɵ�ƽ���ʼڶ���ʧ���ھ���ܿ�ʱ�����ǿ��Ѹ���ͣ����ʧʱ���������������������������ƽ��ͣ��ʱ���йܿء�
B����Ӫ���ý��ͣ�ά����ͬ1.2����һ�¡������˹�Ϊ������ҵ��ʱ��ͬʱ��Ҫ�����˾�Ч�ʵ�Ҫ����ʱ�����Ҫ����������������TOCԼ���������ۺͷ�����ͨ���Զ������죬���������ȷ���������˾�Ч�ʡ�
C:������ͣ��������ͬ1.2����һ�¡���ˮ�߲���������Ʒ�����˵����������Ϊ�����������ơ��Լ�����Ч�ʲ���������£����ֹ���������������ԭ���ϵ����������һЩ������ҵ��ͨ���������ǣ������趨�ɹ�˾�����ֵ������Ͼ���������������������������Ӻ�ʱ���������������������ɹ������������ա����ִ���Ա�����Σ�ʹ��������Э����ȥ������⣬������������Ա�������ģ�����ǿ����Ӧ�̹��������������������TPM������TOCԼ�������������뵽��Ӧ�̣�ǿ����Ӧ�̵�����������������ˮƽ��
���������㲿�����ҵ��㲿�����Լ���е�ӹ��ȵ���Щ��ҵ����ҵ�߳���ɢ�ֲ���������ҵ�߳�Ϊ��ɢ��ҵ�ߡ�����������ҵ�������趨���豸����Ŀ���ǣ�
A:��������������ҵ����������װ��ҵ�Ĺ�Ӧ���ڣ��˿͵�����������������Ҫ�������DZȽϿ��̵ġ���������ҵ�����������Ǽ����ƿصģ����ǽ�����һ�½������Ϣ�����˼·��
C:�������1.3��������һ�¡�����Ҫ˵�����ǣ���ɢ��ҵ���������Ʒ�������ʵʩ����ʱ��Ҫע��۲�����ѻ��Ƚ����ص�ƿ�����ڣ�ͨ��ƿ�����ڵ���������Ч���ܷ��ӣ�����������Ʒ������Ӷ������ҵЧ�ʣ����������ѹ��ɵ��ֽ������⡣
��ͬһ����ҵ��������ҵ��ʽ�п��ܻ��Բ�ͬ��ʽ����϶�ͬʱ���ڣ���ҵ���趨�豸����Ŀ��ʱ��Ӧ�ۺϽ��п��ǣ���������ʹ�豸����������ҵ��ӪĿ��Ҫ�������еķ�ʸ��
�Դ�����Ϊ�������ݵ��豸������Ϣ���������
�������豸����Ŀ���TPM���������еķ�ʸ��
��������Ȼ�ᷢ����Ҫ�������ӵ����̺ʹ����Ļ�������ͳ�ƣ������Է��������ǵ�����Ҫ����ʲô��
����ҵ��Ӫ�ߵ�˼ά�Ƕȣ�����ϣ��ÿһ����������ȡ�ó�Ч��
Ϊ��������Ҫ����һ���豸������������ϵ��ʵ����Ϣ�������µ�ϵͳ������
������ȱ����Ϣ���������£���������һ���������Ե㣬Ȼ���ٽ���ȫ���ƹ㡣����������ȫ���ƹ�ʱ�������ܵ��ʽ�������֪ʶ�ṹ��Լ��������Ч���������롣�ڴ�����ʱ��������ǿ��ÿ���߾���Ŀ�����ݵ�չ�֣���������Է���ó���������������ƿ��������������Ե�������������������ǧ���Ч�����Ӷ�������ҵ���弨Ч�����ݰ��ղ�ο��Է�Ϊ��
A:Ŀ��ƿ�����ݡ�����Ŀ��������ݳ��֣����Եó�������������ҵ�ߣ���ô��ҵ����ͨ�������ֶΣ����������ʩ����������Ե�����������Ǽ��Ź�˾�����ɳ��ֲ�ͬ�ӹ�˾��ƿ���������ص�����Ϳ��ˣ�
B:Ŀ��Ա����ݡ���˾���Ų��棬��ҵ�߸����˿��Ը�����ʷĿ������ͬ�ȡ����ȣ��Լ���������ҵ�߽��к���Ƚϣ�ͨ��Ŀ��Աȣ���ȷ�Լ��IJ��죬����������������Ը�������ġ�
C:Ŀ���������ݡ��ڴ�������ǰ����˾����ҵ����һĿ��Ȼ��������ʶ��Ӱ����֯ӯ���ĺ���������ʲô������ͨ�����ݽ��о�����������
D:���㼨Ч���ݡ���Ϊ���ݵ�ϸ�֣�����Ե����ݿ���ֱ����ʵ�������������壬����ά����Ա���豸������Ա������Ա���ȣ���������ִ�в����Ŀ��Ҳ������ʵ�֣������ͨ����Ч�����ֶΣ���ʹִ����Ա������ʶ���������Ӷ���ϵͳ�Ͻ��������ʶ����λ������ȱλ����������
E:�ײ�������ݡ�������θ�������豸�����еľ������⣬�������ȷ��Ԥ����ά�IJ�λ��ʱ�������ݣ�����Ҫ����һЩ���������ߵļ��������ͨ����ط����������ó�ʵʩ�ľ��巽������
ͼ������ɽ�µ��豸����������DZ��
2.2������ҵ�ߵ��豸������Ϣ���������
ֵ��һ����ǣ��ڹ��ܴ����������µ��豸������Ϣϵͳʱ��һ��Ҫ����ҵ����Ϊ������Ĺ�����λ�����豸�ʲ��������豸������Ŀ��ҿ��ĵ�һ�����˱�������ҵ�ߵĸ����ˡ���������ҵ�߸����˲��ܳ�Ϊ�豸�����ˣ�������������ά���Ĺ���������豸��������Ԥ���ԡ�Ԥ���Ժ�����ά�ޡ�������ʵҲ���������⣬�ͺñ������������������Ǿ������������ˣ�������ά���������Լ��ʲ�������Ϻ��¹ʲ�������ط���Ҳ���Լ��е���
����ڹ�����ҵ�ߵ�Ŀ����ά���ú��¹�ͣ�����ʹ�����ҵ�ߵ���Ϣ�������豸����Ϊ��������ҵ�����͡�
�豸������������������Ҳ�������ڱ����������棬�ھ�������ҵ�ﶼ���д��ڱ�������ߡ���������ά��ȱ�����ɹ�������������ֳ���Ҫ����ԭ����ʹ����������Ϊ���ִ���Ա�Խ������ΪĿ�꣬�ɹ���Ա�Եͳɱ�Ϊ����Ҫ�㣬�ټ���������Ϣ������������������ץϹ�������յĽ����ά���ý�������������Ч�ʲ��ܱ��ϣ������ڿ������������ϸߡ����˰���ά����ҵ����ƶ���Ӧ�IJɹ����ԣ�����Ҫ���ǽ������ڵ��̵ķ���ģʽ��������ҵ�ڲ��ı�����������ϵͳ������O2O��B2B�ı�����������ϵͳ��ͨ����������Ľ��������̶������������Դ����֤ά�ļ�ʱ�Ժ��������ͻ���
2.3��ˮ��ҵ�ߵ��豸������Ϣ���������
��ˮ��ҵ�����豸������Ϣ�����ܺ�������ҵ�ߵĻ���������һ�µģ�ֻ�Dz��漰���¹�ͣ��һ��Ŀ��ܿء�����ΪĿ����������漰��ҵЧ�����⣬��Ҫ����һ�������ƻ���ͳ��ģ�顣�����˹�Ϊ������ҵ���У���Ӧ����ʵ��������߰���ϵͳ���ֶβɼ�ͣ��ʱ���ݡ����ر���ϵͳ��һ�������������쳣������Ӧ����һ����Ҳ�ɽ�ͣ��ʱ���ݽ��з��࣬�����豸������MTTR��ƽ��������ʱ�䣩��MTBF��ƽ�����ϼ��ʱ�䣩�Ĺܿأ����ڶԲ�����ҵ�ڶ���ʧ��ʱ��ܿأ����ڶ����Ϲ�Ӧ����ʱ�����ϲ�����ɵ���ʧʱ��ܿء�
2.4��ɢ��ҵ�ߵ��豸������Ϣ���������
ϵͳ�����ɶȾ����˹����ĸ��Ӷȣ���ɢ��ҵ����Ϊ�����豸ͣ������ֱ��Ӱ��������ҵ������������ȴ������ֳ������ij�̬���ټ��϶�Ʒ�ֽ����ӹ����Լ������Ͳ嵥��ҵ��Ӱ�죬ʹ���ֳ�����������ң�������������æ�ھȻ�
���������ҵ������Ҫ����������������ͨ����Ϣ����ģ����ʵ�������������ռƻ�ִ�ж�̬����ͨ�������TOCԼ�����������ַ���ʵʩ����Ե��������������������
�ڽ�����������ͬʱ���豸ƿ��Ҳ���ֳ�������ô�ڹ����豸������Ϣ��ʱ�����ܺ���ˮ�ߵĻ���һ�¡���Ҫע����һЩƿ���豸����ƿ����ҵ�ߣ����ؼ��豸�ϣ������ע��MTTR��MTBF����ָ�꣬�Ա�֤��Щ�ؼ��Ƴ��ܷ����������ܡ�
��������������
�����ںŶ�ת�ء����������ݡ��������۵��жϱ����������������������ݵ���ʵ�ɿ��Ի��������ṩ�κ���ʾ��ʾ�ı�֤���������߲ο�!
����ͼ���ġ���Ƶת�������磬��Ȩ��ԭ�������У�����ѧϰ�ο�֮�ã���ֹ������ҵ��;�����漰��Ʒ���ݡ���Ȩ���������⣬����30������ϵɾ��!
���ļ�飺ʮ������������ֻ��һ���£�רע����������ϵͳ�о�����ѯ����Ҫ���¾����ֳ����ֳ���������ҵ����IE��5S/6S��QCC������������������������TPM�����������湩Ӧ��������ɹ�������������������Ӫ������Ӫ���������������칫������ҽ�ƣ��ȷ������ѯ����ѵ�����Լ������Զ�������������������о��뿪����
������ַ��http://www.gobalean.com
��ӭ������ת�أ�����鿴ȫ�Ĺ�ע�����ںţ����й�������һ�������档
��������ѯ�������ڻ���Ӯ����������
(���α༭����������)
|
------�ָ���----------------------------









̸̸���Ը����µĿ�