





ժҪ:��Դ|���� ȫ���ܼ�6551�֣����Ķ�17���ӣ�����Ϊ���ģ� 01 �������������ʲô�� ����ҵ�����У���ҵ�߲�ʱ������©��������������ҵʧ���ɴ����µ�����ȱ����ռ�ı����ܴ�����ܹ��÷������ֹ����ʧ��ķ�����������ˮƽ����ҵЧ�ʱػ�����ߡ� (1)
|
��Դ|���� ȫ���ܼ�6551�֣����Ķ�17���ӣ�����Ϊ���ģ� 01 �������������ʲô�� ����ҵ�����У���ҵ�߲�ʱ������©��������������ҵʧ���ɴ����µ�����ȱ����ռ�ı����ܴ�����ܹ��÷������ֹ����ʧ��ķ�����������ˮƽ����ҵЧ�ʱػ�����ߡ� (1) �������ζ�š���һ�ΰ�����������Ϊ���������һϵ�������ͻ߷�ֹʧ��ķ�����ij�����Ϊ��һ�μ����������á� (2) ������Ʒ�������������ڼ������µ��˷��������ζ�š���һ�μ����������á���ֱ�ӽ�����Dz�Ʒ��������ߣ��뿿�������֤������ȣ�������Ǵ�Ԥ���Ƕȳ�������ȡ��Ԥ����ʩ������鲻�ܷ�ֹȱ�ݵIJ�������鷢�ֵ�ȱ��ֻ��ȥ����������һ���˷�������������������˷��� (3) ������������������˷��������������Ʒ����������ȱ�ݣ���ᵼ�·������������������ڷ������µ�ʱ�����Դ�˷������������ 02�쳣���Է��ļ��ࣿ �����쳣������ϸ�����ࣺ��һ���쳣�����̣����ƶ��쳣���̴��������ڶ����쳣��������������������Ľ̲ģ������������ӹ������������ƻ���������������Ԥ����������� 03�����ȷ�����쳣�ķ����� �쳣���ǿ�ͷָʾ���������ҵ����Ļ��ң������쳣����ǰ��Ķ����������ҵ������ʹ�ù��ߡ���ҵʱ�Ŀ������ȷ����ĿҪ���ļ�����ȷ��ָʾ��Ҫ��ȷ�����쳣�Ĵ����취������Ҫ���ֳ�����ҵ���쳣��ҵ��������ҵָ��������ȷ�Ĺ��Ҫ��ȡͨ����ҵ�����������������⣬�����ر�Ҫ�����ҵ���쳣��ҵָ��������ָʾ����ܻ������ҵ������ҵ���ҵ�� 04ʲô������ʶ����� ����ʶ����������ظ���ҵ�У���ע���������У�������ʶ�з����Ĵ��� 05����ʶ������ص㣿 ����ʶ������ص����ĸ�����һ������ҵ����û�м����ã��������IJ�����ڶ������ڸ�����ҵʱ��������IJ��������������ʶ���������һ���ǹ����Ĺ��̣���������ҵ���������������ö���ɣ����ģ�һ����������ʶ��������ճ��������������Һ����ҵ�˵�� �����ɡ�06��ֹ����ʶ����ġ����ɻ���ԭ����ʲô�� Ҫ��ֹ����ʶ�����һ���İ취���ǡ����ɻ������ԡ������ɻ������Եĺ���Ŀ����Ҫ�����ˡ�Ҳ�����ɽ�һ���ѹ������������� һ����˵����ֹ��������ʶ�����;�������֣�һ�ǡ�������������������ԭ���ǡ���������Ҳ������������������ԭ�������������Ϊ�����ɻ�����ԭ����ˣ������ɻ�����ԭ�������Ϊ����һ���ų�������������ҵ���ڶ����������������������������������������������ҵ�����������ģ����������壬��ֹ������������Ӱ�졣�����ñ����м�����˵ĸ����������ʾ�� 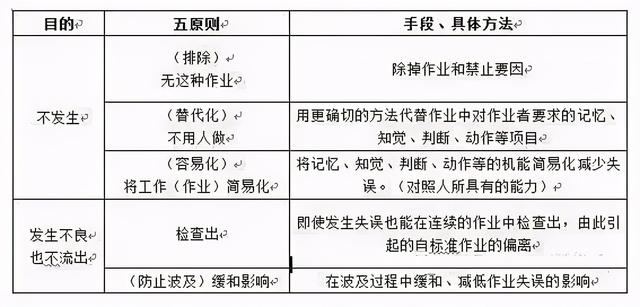
07 ����ʧ���ԭ�����ļ��֣� ����ʧ��Ļ���ԭ�������¾Ÿ��� (1) ��������������ҵ���鲽�裬���������ڴ���˿֮ǰ��װ�ϵ�Ƭ��(2) �Թ���/��ҵ����Ϥ���ڲ���Ϥ��ҵ���̻��裬����ʧ��ͺ��ѱ��⣬����һ���վ�����ѵ������ȥ���ӹ�����ʧ��ĸ��ʱ����ֿ϶���öࡣ (3) ʶ�����ʶ������ǶԹ���ָ�������жϻ�����������¡�����ҵ����ָ������ICʱ��ͬʱ���ȸ����ţ���������ҵԱ����Ϊ������ȸ����š� (4) ȱ��������������ȱ���������飬�����ײ���ʧ������һ����δ����ҵ����������ȥ����������̹������ͱȽ����ײ���ʧ��(5) ����ʧ������ij��ԭ����ҵ��������ɵ�ʧ�� (6) �������ʧ����������ҵ�߲�С������ɣ�ʧ��ĺܴ�һ�������ɴ���ԭ����ɡ� (7) �ж��ٻ�������ҵ��Ա�жϻ�����������������µ�ʧ�������ۺ���ʱ��Ϊ3��֮�ڣ�����ҵԱ5���Ž�����ߴ��������ó��������¾�Ե������ (8) ȱ���ʵ�����ҵָ������ȱ����ҵָ������ҵָ������������ʧ��ĸ������൱��ġ���װ����ǣ�������ȷ��װ�䷽������װһ����˿����װ�Խ���˿��������װ������˿�е�һ��������ҵָ��Ϊ���װ����˿������ܷ���װ���϶��ʧ�� (9) ͻ���¼�����ͻ���¼���������ҵ��Ա���ֲ������Ӷ�����ʧ����ʵ�д���ԭ�������ʧ����١� 08������̳�����ʧ������Щ�� ������̲�ͬ����ʧ������Ҳǧ����𣬵����¿ɹ�Ϊ���¼��ࣺ 
09 �����̳�����ʧ������Щ�� �����̳���ʧ�������¼��ࣺ��1���ļ���©����Ҫ��Ϣ����2���ļ��д��ڴ�����Ϣ����3���ļ��д�����ý����ص���Ҫ��Ϣ��10��ͳ��ֹ��Ϊʧ��ķ�ʽ��ʲô�� ����ʧ���ԭ������ɹ�Ϊ�����࣬���˵�ԭ����ԭ����豸ԭ��������Ϊʧ����ռ�ı��غܴ����Ǻܶ�����ѧ�ߺ�˾������������ʶ���ġ�����������һֱ������˾���õķ�ֹ��Ϊʧ�����Ҫ��ʩ�ǡ���ѵ��ͷ�����������ҵ�߽��д�����ѵ��������ԱÿÿȰ����ҵ�߹���Ҫ���������Ŭ����ȷʵ��ͨ����ѵ�����Ա����൱һ������Ϊʧ�����ɶԹ���/��ҵ����Ϥ��ȱ���������顢ȱ���ʵ�����ҵָ�������µ�ʧ��������Ϊ��������ǵ�����ɵ�ʧ��ȴ���ѷ�ֹ��11������з�ֹʧ��Ļ���ԭ����ʲô�� ���ż����ķ�չ�Ϳͻ�Ҫ�����ߣ�������ҲԽ��Խ�ߣ���������������ʦ�����֣�����ʿ���������������ȱ���������ۣ��ܿ��Ϊ���µ�����������������ҵ���Դ�Ϊ��Ŀ�ꡣ�����Խ�������ѵ�ͳͷ����Ĵ�ͳ����������ȡ�õĸ�۷Ч�����µ���������ȥ��Զ��Ϊ����Ӧ�µ�����������ҵ������Ա��ž�ʧ��Ҫ�ž�ʧ��������Ū�������ʧ��ĸ���ԭ��Ȼ�����ԭ���ȡ�Բߡ��ձ�����������˾�Ĺ���ʦSHIGEO SHINGO ͨ�������о���������һ���µ�����ģʽ����POKA-YOKE�������ԭ��Ϊ����һ���豸��ʹ��ҵ������ҵʱֱ�ӿ������Է���ȱ�ݻ�ʹ����ʧ�����ȱ�ݡ���ҵ��Աͨ��POKA-YOKE������Ҽ�飬ʧ������������ͬʱ��POKA-YOKEҲ��֤�˱����������趨Ҫ�����ſ���ɡ� 12POKA-YOKE��������ص���ʲô�� POKA-YOKE��������ص��������1�� ȫ���Ʒ����������ҵ�߸�������2����������poka-yoke�涨����Ҫ����ҵ���̷��ɳɣ���3���ͳɱ�����4��ʵʱ����ʧ��ʵʱ������13�����POKA-YOKE������ģʽ��ʲô�� POKA-YOKE��Բ�ͬ�Ĺ��̺�ʧ����𣬷ֱ���ò�ͬ������ģʽ���ֱ��ǣ� (1) ����POKA-YOKE���� ����POKA-YOKE����ģʽ����Բ�Ʒ���豸�����ߺ���ҵ�ߵ��������ԣ����õ�һ��Ӳ������ģʽ����緹���еĸ�Ӧ���ؼ�Ϊһ������POKA-YOKE����ģʽ������緹����δ����ˮ�����ȿ��ؾ����趨������λ�ã�ֻ�м�ˮ�����ȿ��ط��ɴ�������λ�á� (2) ����POKA-YOKE���� ����POKA-YOKE����ģʽ����Թ��̲������裬����˳����м�ػ����ȶ��׳����������ǵIJ��������ҵ���ٶ��������������ҵ������ģʽ�� (3) ����ͼ���ʽPOKA-YOKE���� ����ͼ���ʽPOKA-YOKE����ģʽ��ͨ���������뷽ʽ��ֹ��ҵʧ�������ģʽ�� 
(4) ��Ϣ��ǿPOKA-YOKE���� ��Ϣ��ǿPOKA-YOKE����ģʽ��ͨ���ڲ�ͬ�ĵص㡢��ͬ����ҵ��֮�䴫���ض���Ʒ��Ϣ�Դﵽ�ݵ�Ŀ�ġ� 14 ���������Щ˼·�� �������һ�ż���, ��һϵ�������������ڸ�����̵Ĵ����ֹ���±������˲�ͬ�ķ��e˼·������ԣ� ���ϱ��ɿ���, ������˼·�м���ʧ���ʧ����ҵ, �����������, ����Ŀ�꼰���õķ�������: (1) ����ʧ������ʧ������õ�������������Ϊ�����ƽǶȼ����ǵ����ܳ��ֵ���ҵ��ʧ����������������Ԥ�������Ǵ�Դͷ��ֹʧ���ȱ�ݵķ��������������ľ�����ԭ�����������ķ�չ����(2) �����������Ƕ�Ӳ����ʩ���и��º������� ʹ���̲�������������ҵ��Ա�� �Ӷ�����������Ϊԭ����ɵ�ʧ��(ռʧ��IJ���)�����������������Դ�����ʧ���ʣ�Ϊһ�ֽϺõ�����������ȱ������Ͷ��������������豸����µ�ʧ������ֹ�� (3) ������ͨ���ϲ��������ȷ�������ҵ���̽��м�����Խ�����ֲ���ʧ��ĸ���Խ�͡���ˣ�������Ϊ�Ϻõ���������֮һ�������̼�������ȫ��ֹ��Ϊȱ�ݵIJ�����(4) ������������ҵʧ��ʱ�Զ���ʾ����������, ��ͨ������������ʵ�֣�ΪĿǰ�㷺ʹ�õ����������� (5) �����Ӽ�������ʧ������ɵ���ʧ�ĽǶȳ�����������ʧ�����ʧ������ͻ�ɽ��ܷ�Χ��Ŀǰ���������豸�������پ߱��ù��ܡ�15���������Щ���÷��� �����Ǽ�����������������, ��ѭ��Щ����, ����Ч��ֹ��ҵʧ��(1) ֻ��������IJ�Ʒ��������˼��һΪֻ�������������IJ�Ʒ��������������Ҫ����������һ���˷����������������������洢�����������˳���ʧ��Ļ��ᡣ��Ϊ����ʱ���μǿͻ��Բ�Ʒ������������ʹ��ҵ����Ҫ����ͻ���������̸����������Ȼʧ��ƵƵ��(2) ���������ϲ���ҵ���� ��ҵ����Խ�࣬����ʧ��Ļ���Խ�࣬�������ͺϲ���ҵ���裬����Ϊ����ʧ�������������²�Ʒ�����Σ������������ʱ���ظ�ԭ��ɴ�ͺ��������еIJ����������й��̵ķ���������ʱ���ø�ԭ��ͬ���ή��ʧ����ᡣ (3) ʹÿ���˶�����ȱ��Ԥ��������ȫԱ����ſɳɾ͵ģ������ѳ�Ϊ������������Ԥ��ʧ��ֹȱ�ݵĹ��������ȱ��Ԥ����������Ҫ�ġ����˲���Ԥ���ˣ���ʧ����ȱ�ݿ�����ʵ�֡�(4) ���������������ɱ������ڡ������ͷ�������������������ġ���ȱ�ݡ��������˾�Ļ�����Ϊ��ȱ�ݲ���ʵ�֣����ɻ����ݡ��������ˣ���һ���δ���ûɶ���˵ġ��ȹ۵��ʢ�У����������֪�������ֱ��Ӱ���˵��ж����������������Ƶ��Ļ�������Ч���ĸ�����֤��(5) ���ϵͳ�ͳ���������ȱ�ݲ����Ļ�����õ�ϵͳ��Ԥ������õ������Dz��ü��Ͳ��ԡ���������ʱ����Ƴ�ר�ŵ�ϵͳ����ֹ���ܳ��ֵ�ʧ������������ȫ����������ʧ���ȱ����Ȼ��ʧ����������ѧ�Һ���ʦ��Ŭ�����Ŀ�ꡣ 16���������������������Щ�� (1) ר���������ߡ�����ָ����ר���������ߡ�����������������ֹʧ���������̨ʽ��ѹ����˫������ť��ֻ��ͬʱ�������ఴť����ͷ�Ż����£����µ��ఴť, ��ͷ������������ͷ�ֹ��������ҵԱʧ����ɵ������˺��Ͳ�Ʒȱ�ݡ� (2) �����������������ͺϲ���ҵ�������ҵ�������ﵽ����ʧ�����֮Ŀ�ĵ��������ߣ��ܶ˾�ڴ������ô��ַ�����(3) ͳ�ƹ��̿���ͨ��ͳ�ƹ��̿��ƿ���ʵʱ���ֹ��̵�������죬�����ھ���ʵʩ����������ʧ������ͳ̶ȣ�ͳ�ƹ��̿�����Ŀǰ��Ϊ���õ���������֮һ�� (4) ���߲������߲���������ҵ�����м������Ͳ��Թ�����ʵʱ����ȱ�ݡ���ֹȱ��©���ͻ������������ֶΣ���һֱ��Ϯ�����������������ʽ֮һ����������������̾���ͬ�̶ȵز������߲��Է�ʽ�����������ơ�(5) ����ͨ/ֹ/ͨ���������ͨ/ֹ/ͨ��������߿���Ѹ���жϲ�Ʒ�Ƿ�ϸ���ͨ������ȡ������������ȣ�ͨ/ֹ/ͨ���������Ч�ʸߣ��ɱ��ͣ��ж�ȷ������δ������ҵԱ��������ʹ100%������������ס�������������ߵ�ʹ����ֵ�ܶ˾��δ��ʶ����(6) ȷ��������ͨ��ȷ�Ϻ�����ȷ���˺����˿ɴӲ�ͬ�Ƕ������ҵ����������������⣬���ǹ�Ϊ���õ���������֮һ���繫˾���²�Ʒ�����ڷ�������ǰ��������Ա�轫���ύ�߲����ȷ����������ɷ��ţ���ʹ�һ���̶��Ϸ�ֹ��ʧ�����ɢ�������ʧ��17�Խ�����������������Щ�� (1) �ļ���ȷ�Ϻ��������������漰�����ļ����ļ��еĹؼ���ʧ����ܵ��¾���ʧ���罫������ͬ�еĹ����������һ������ټ�һ���㣬�����������ɴ���ʧ��ͨ���ļ���ȷ�Ϻ���������Ч��ֹ��ͬʧ��(2) ���ӱ������ļ����������ɵ��ӱ�����ʽ�����ò˵�ʽ�Ի������ڼ�ʱ���Զ����ɣ�ֻ������ؼ����ݻ����ּ��ɡ�����ȱ�ݻ�������Ϊ���٣�����ȱ�ݵĸ�����֮���١���Ҫָ�����ǣ��������������������ҵʵ�ʽ����ۺ�Ӧ�ã���Ч��Ϊ���ԡ�18������⼼�����Է�Ϊ�ļ��ࣿ �����������������֤����Ҫ�ֶΣ���ʹ�õõ������ܺõ�����Ч������������������¼��֣�(1) �ж��ͼ���ж��ͼ����ָ��ͨ���Բ�Ʒ�ļ�����ѡ���Խ����ϸ�Ʒ�Ӻϸ�Ʒ����ѡ�����ļ�ⷽ����һ��LQC�����еļ���Ͳ��Ծ�Ϊ�ж��ͼ�⡣�ж��ͼ����һ���ºȷ�ʽ�������ܷ�ֹȱ�ݵIJ�����ֻ���Է��ֲ�����ȱ�ݲ�Ϊ������۷�ṩijЩ��Ϣ,�൱�ھȻ𡣵ȵ�������ȥ�˾ȣ�������ʧ���ء�����Ĺ���Ӧ�������ģ���ͨ��Ԥ��ʹ����ȱ��Ϊ�㣬��Ȼ����ȥ���飬������������ˮƽ���ޣ�Ŀǰ���������˾�����˷��������������������ж��ͼ�⣬����������ˮƽ�ܸߵĹ�˾Ͷ�����ж�ʽ����ϵ���Դ���Ҫ�ٵö࣬��Ȼ���յ�Ŀ������ȫȡ���ж�ʽ��⡣(2) ��Ϣ�ͼ����Ϣ�ͼ����ͨ����������ȡ�ü�����ݣ������ô����ݣ�������������̵��ȶ��ԡ�ͳ�ƹ��̿��ƣ�SPC�����������еļ�⼴Ϊ��Ϣ�ͼ�⡣��Ϣ�ͼ�����Ԥ�����ʣ���Ȼ���ڳ��ʱ����������������ͬ�����еģ���ͨ����Ϣ�ͼ����Լ�ʱ���ֹ����Ƿ���ͳ���ܿ�״̬��һ����ʧ�ؼ�����������������ͼ�����ֳ������Ӷ����Խ�ȱ��ԭ����������ѿ״̬����Ϣ�ͼ��Ͷ��ijɱ����ж��ͼ���ٵö࣬Ч��Ҳ�úܶࡣĿǰ��������ˮƽ�ϸߵĹ�˾���㷺������Ϣ�ͼ�⼼����(3) ��Դ�ͼ����Դ�ͼ���ǶԹ��̵���ҵ�������м���ȷ�ϣ��Ա�֤����ҵ֮ǰ�����������������������������²�Ʒ������ƹ��̵����������鼰����ϵͳ������Ϊ��Դ�ͼ�⡣��Դ�ͼ�������������ϵ�Ԥ���ͼ�⡣��ͨ����Դͷ�ϼ����ʱ����м��Ӷ�ȷ����Ʒ�������������ܹ���������Ҫ���������ܸ�ԭ�����ڴ˽εļ��������ж�ʽ����һ�ٱ���Ŀǰ�ܶ˾����ʶ����Դ�ͼ������壬��ʼ̽����ʵʩ��Դ�ͼ�⡣ (4) �Լ��Լ�������ҵԱ�����ҵ, ����ƷͶ����һ��λǰ�ļ�����֤, ������ҵ��һ����, ��ÿ����Ʒ�ٷ�֮�ٽ��м���, ����һ�����õ���ҵϰ��. �ǡ���һ�μ����������ԡ��ĵ�һ��. �Լ�ʱ��ע����պ�����(5) ���������Ǻ��������ҵǰ��ǰ��������ҵ�������ȷ�Ե���֤, �����Է�ֹ������ȱ���ۻ�����ɴ����ʧ, �������ڽ�����ҵ��Ա���Ŷ�Э������, �Ǿ��ò�˥��������֮һ�� 19�����ļ����Ŀ�ͼ��װ������Щ�� ���˴�Դͷ��Ԥ����, ����ʧ���������˵ʮ����Ҫ, �±������˼��ֳ����ļ����Ŀ�����װ��: ͨ���Լ����Ŀ�Ĺ���״�����, ���Է��ֲ�Ԥ��, �Դﵽ����ʧ���ȱ�ݵ�Ŀ��20��������̹�����Ӧ������Щ��� ��������̹�����Ӧ�������¹����1���Լ�ͻ��������������ԭʼ, ����Ϊ��Ч��������������2������װ�ò�����Ҫ��������ԴͶ���ܸߵļ���ˮƽ����3����һ��ҵ�����̾���ͨ��Ԥ�����ʱ����������������ֹ��Ϊʧ��4��ͨ��������������������, ��ȱ���ǿ���ʵ�ֵģ���5������Ӧ������Ԥ��, �������ʼ��Ӧ���Ǹ����̲���ʱ��������������6�������п��ܲ�������ij�������������������21�������ʵʩ������ʲô�� �����ʵʩ�����������һ����ȷ����Ʒ/ ����ȱ�ݲ��ռ����� �ڶ�������ȱ�ݵķ��ֹ���Ͳ��������������ȷ��ȱ�ݲ����������ҵָ������IJ���ȷ��ʵ����ҵ��������ҵָ����֮��IJ�����岽��ȷ�Ϲ����Ƿ������������: (���α༭����������) |
- ��һƪ���������������������е�Ӧ��
- ��һƪ��û����



̸̸���Ը����µĿ�