





ժҪ:���ߣ���� ��̨�ظ�����ס����ɲ������ھ���ԭ������ �����ع������ھ��ʣ� �����˷��Ǹ��ƵĿ�ʼ7���˷�֮һ ���������˷ѡ� �ߴ��˷Ѹ����ַ�֮�ֳ�Ӧ��֮һ�ӹ����˷� �ߴ��˷Ѹ����ַ�֮�ֳ�Ӧ��֮һ�������˷� �ߴ��˷Ѹ����ַ�֮�ֳ�Ӧ��֮һ�ȴ�����
|
���ߣ���� ��̨�ظ�����ס����ɲ������ھ���ԭ������ �����ع������ھ��ʣ�
��̤ʵ��������֮��������֮�� �ߴ��˷������ַ�֮�ֳ�Ӧ��֮һ������˷� ������Ʒ�����������̽��衿�ںţ����������������Ŀ�ʼ��
��С�䣺�������� ��ѧ��ҵ�� ���£� �������� 5�깤������ ����IEС�� ������������ PCB���̷�� PCB������������ PCB IE С��
�� ���ֳ������У���һ�����Լ����˷������֮Դ�����������еĹ���Ʒ�ʣ��ɱ���Ч�ʵ����ⶼ�����˷��������ף��ֳ��������ջ���Ҫ�ص��������⣬�������⣬���������������ô����������ǽ����ڷ����������������������ǰ���Ƿ������⡣���ߴ��˷����ֳ����������������ѹ��ߣ�ѧ������Ҳ�͵���ӵ����һ˫����������۾���
һ�� ��������֮Դ�� �����죬С������С�䶵���˲ֿ⡣С�侭���⼸���ʵսѵ����ʼԾԾ����������
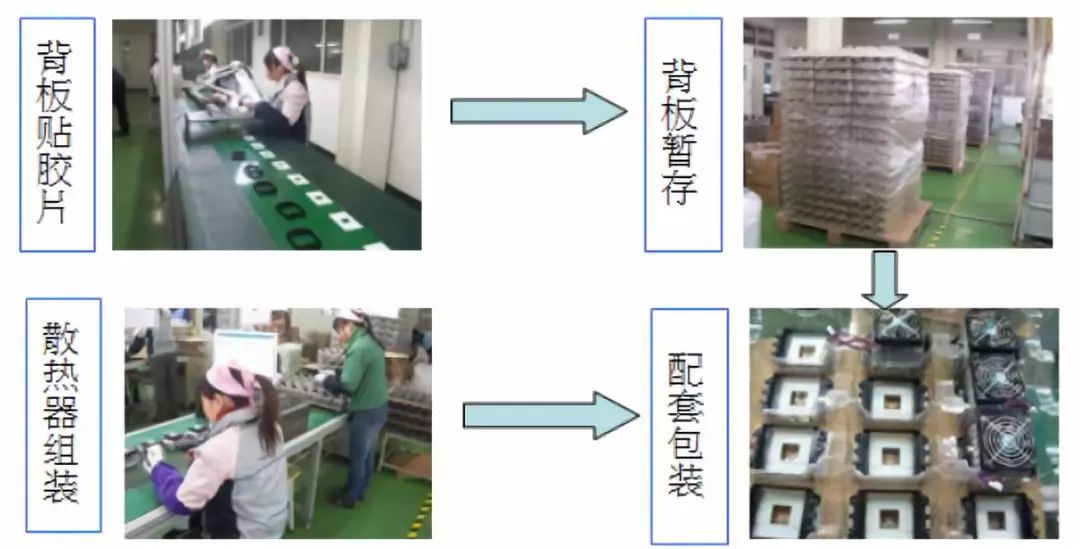
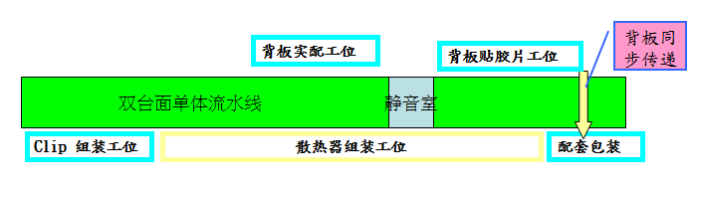
����һ��۲��С����С����ս���������ҿ��������⣬�Dz��������������ܺ�IE��ӳ���� �ڵõ�С���Ͽɺ�С��Ļ����Ժܸߡ��ܿ�������IEС���������������ܡ������Ϸ������λ�����������ͣ�������С��������ʼָ�����⣺����λ�������ҷ��ֱ����ݴ������������Ӱ��5S�⣬������ռ�ó��ء���װ�Ƴ̲�������ʽ�������ȱ�������Ƭ������ɢ������װ�������Ų���������������̫�����������á���С����壬����������֮����С��Ͷ�����͵��۹⡣������ð��һ�䣺��С�䣬���첻������С�ӳ�Ϣ�ˣ�Ҫ��Ŀ��ˡ��� С��Ц��Ц˵�����ȱ�æ�ſ����������¡����Ǹո��˽��Ϊ�˿ͻ�������ȸ��õؽ��ɢ�����뱳������Ե����⣬�����Ѿ�Ҫ����ȫ��ʵ�����ҵģʽ�����������ˣ�������������ʱ����������6�ˣ������˷������ⱳ���ݴ��������������ȥ��4���ˣ���Ҳ���˷���Ҫ����������������,��˵��������֮Դ�������Ѿ��������ѭ���ˡ��� ������λ��ˮ�ߣ�һ��������ֵ����������
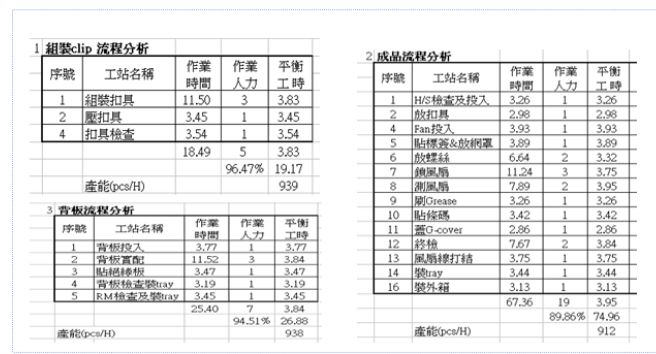
����������ֳ�������һ�£���װClip��������������Ʒ��װ������λ��ƽ����ʱ������ͬ�������ó�������Ԫ����ʵ��ͬ��������������WIP�����⡣ ���ͬ������������������Ϊ�� ����ERCS�ַ�,���뵥Ԫ��ˮ��ҵģʽ,ʹ����&��Ʒ��������.
����&��Ʒ��������������WIP��������,��ת����������14�˼��ٵ�10�ˣ�COOLER�������������20%. ������������������������dz�����ܣ���ʾ������������������������������WIP(����Ʒ)����������������ʱ����������������Ԫ��������ʹ֮һ������ҵ��������������������ֵ������������һ��������Ч�ʣ�Ʒ�ʣ��ɱ������dz��а������ж�������˵��һ����ʷ�Ե�ͻ�ơ� С��Ҳ�dz����ˣ�����֮�����Ѵ�ҡ������һ��Ҫ����������������ſ��Ա���¶������Ψ�з��������⣬���л�������������� С�����������ر�ĺã����������Ƿ�����WIP������˷����������������Ҫ���ǣ�����ϲ�ط�����С��ijɳ������и������ܹ���ĸı䣬��Ҷ���ʼ����ֵ�����������˷��ĽǶ��ڿ������ˡ������ֳ������������Ļ�����������������������������Ĵ����Ѿ������ˡ�
1. ����: ��������ɵ���������Ʒ����ɵ�����������������ɵ������ ���ϡ��������ϼ�����Ʒ��ͣ��״̬���������������Ʒ�� 2.������ʽ�� (���α༭����������) |



̸̸���Ը����µĿ�